Download
1 / 25
250 likes | 321 Views
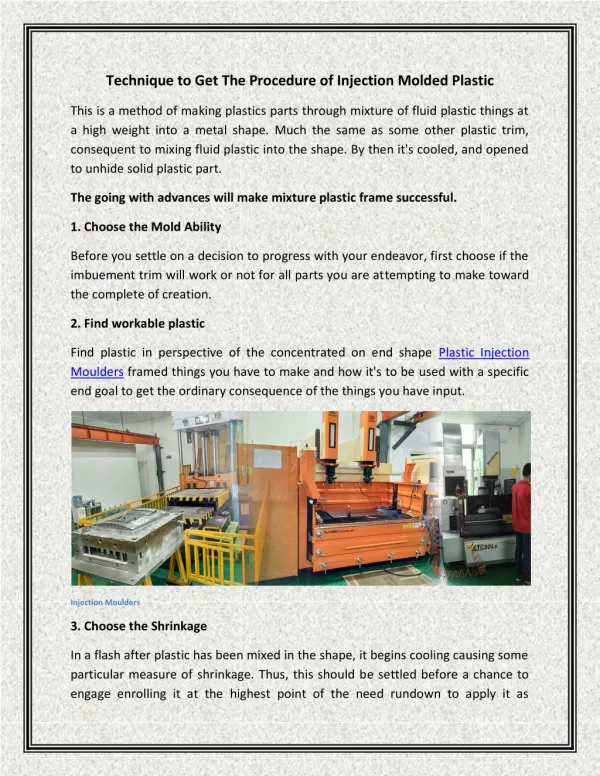
Introduction to Injection-Compression Molding Simulation. Introduction to Injection-Compression Molding. Also known as coining or injection stamping A variation of injection molding process A process which was designed to produce stress free parts

E N D
Introduction to Injection-Compression Molding • Also known as coining or injection stamping • A variation of injection molding process • A process which was designed to produce stress free parts • Good for thin walled parts that are difficult to fill with injection molding • Process Benefits: • Lower injection pressure • Lower clamp force • Lower stress • Better dimensional stability
Valve Open Valve Closed 1. Injection 2. Close valve Valve Closed Injection Compression Molding (ICM) Process 3. Begin Compression
ICM Applications • Industrial Lens (e.g., sensors) • Optic Lens • DVD/CD-ROM disks • Automotive door panels • Other very large applications
ICM Simulation Usage Scenarios • Feasibility study • Part warpage, flatness, concentricity • Frozen-in shear stresses • Clamp force requirements • Process set-up and optimization
Injection Phase Compression Phase Simulation Details • Injection phase: • Mold cavity thickness is designed to be larger than the target part thickness • This allows plastic to flow easily • Results in lower pressure and stress • Compression phase: • During or after filling, a compressive force reduces the mold cavity thickness, forcing the resin into the unfilled portions of the cavity • This produces a more uniform packing pressure across the cavity • Results in more homogeneous physical properties and lower molded-in stresses
Simulation Details (contd.) • MPI/Injection Compression provides: • Independent control of the injection and compression units • Two-stage press control: • Speed control • Force control • Open and close control for the polymer entrance and valve gate
Simulation Details (contd.) • Compression force is applied only to the part elements and not to beam (runner) elements • In general, press forcecontrol needs more computational time than press speed control • In regular injection molding a short shot causes the analysis to stop. However, in an injection/compression process, short shot can be valid, and will not stop the program.
Injection Compression Sequence • Sequential or simultaneous? • An injection compression process can be sequential or simultaneous. • In a sequential process, the injection unit (filling, packing) and the compression unit (speed control, force control) do not work at the same time. Compression begins only after filling and packing are done. • In a simultaneous process, both the injection unit and the compression unit can be working at the same time.
Injection Compression Sequence • In each of the diagrams below: • The top line represents the injection unit, with F = Fill Time, P = Pack Time, C = Cool Time, and O = Mold Open Time. • The bottom line represents the compression unit, with W = Press Waiting Time, and PC = Press Compression Time. Sequential Injection Compression Simultaneous Injection Compression
Injection Phase Compression Phase MPI/Injection Compression • Midplane model required • Positioned in XY-plane, and Z positive axis pointing towards machine nozzle • Press open distance in Z direction
Set Molding Process • Set Molding Process to - Injection Compression Molding
Supported Analysis Sequences • When simulating the Injection Compression molding process in MPI, the following analysis sequences are available: • Flow • Flow + Warp • Flow + Warp + Stress • Flow + Cool + Flow • Flow + Cool + Flow + Warp • Flow + Cool + Flow + Warp + Stress • Stress
Assign Property: Compression Surface • Compression Surface property has to be assigned to all elements that are going to be compressed • If not assigned the software will treat the elements as conventional injection surface • Note: • If Molding Process was not set to Injection Compression then Compression Surface will not be available as an option in Assign Property
Flow Settings • Flow settings are similar to that of a regular injection molding process
Compression Settings • Press compression force • Press compression speedat incremental distances • Press open distance • Press waiting time • Press compression time
Injection Phase Compression Phase About Press Open Distance • In the compression phase of the injection compression molding process, there are three special press positions. • At position one, the gap between the moving and stationary mold halves is equal to the final part thickness. • At position two, the press remains stationary and waits for the melt injection. • At position three, the finished part is ejected. • Press open distance is the distance the press travels from position two to position one. Its value ranges from zero to three times the maximum part thickness.
Injection Phase About Press Waiting Time • In the injection compression molding process, the plastic melt is injected and then it is compressed. At the beginning of the process, when the plastic is beginning to be injected, the compression press can remain stationary before moving forward. This time period when the press remains stationary is the press waiting time.
Compression Phase About Press Compression Time • In the injection compression molding process, after a pre-set amount of plastic melt is fed into an open cavity, it is compressed. The compression phase consists of two segments: • First, the movement of the compression press is under speed control. • Next, the movement of the compression press is under force control. • The time needed to complete both segments is the press compression time. After completion of the press compression time, the press will remain stationary until the end of the process, when packing, cooling, and mold opening take place.
Compression Phase About Press Compression Force • In the compression phase of the injection compression molding process, press compression force is the force used by the press to compress the plastic melt without damaging the mold halves. • The compression phase consists of two segments: first, compression under speed control and then, compression under force control. In the MPI analysis, the switchover from speed to force control occurs when the specified press compression force is reached. • The press compression force cannot exceed the maximum clamp force.
Compression Phase About Press Compression Speed • In the injection compression process, the compression press moves at incremental distances. • In each increment, the press moves at a constant speed. • The total press movement distance during the press compression phase (from the position where the plastic injection occurs to the position where the press packing ends) should be roughly equal to the specified press open distance.
Press open distance Start position for moving half (distance added to part thickness in z-direction) Press waiting time Waiting time starts when the melt injection begins and ends when press begins to move Press compression time Max compression time Compression time can be shorter than this value depending on press compression speed at incremental distances Too low, mold will not be closed (= probably short shot) No compression time, only fill occurs (= probably short shot) Press compression force Max available force Force to compress the plastic melt without damaging the mold halves. Switches to press under force control if limit reached Press compression speedat incremental distances Start when press waiting elapsed Can be profiled Too slow = probably short shot Compression Settings Summary
Compression Settings • Injection location closed at the end of packing • If not closed plastic can flow backward. (Depends on which area has lowest pressure.) • Best control is to close injection after packing • Time is set in Flow Settings: Pack/Holding control
Injection Compression Specific Results • Cavity volume filled result • Press displacement result • Press force result • Press speed result cavity volume press force press speed press displacement
Injection Compression Results • If polymer melt becomes solid • No further press displacement (a frozen element in compression surface would stop press movement) • And, speed remains zero • To exclude elements from stopping the pressing, assign elements property part surface, and they will be treated as injection surface • When mold halves are completely closed • No further press displacement • And, speed remains zero