Download
1 / 20
210 likes | 333 Views
Thermal Control Techniques for Improved DT Layering of Indirect Drive IFE Targets. M.S. Tillack and J.E. Pulsifer University of California, San Diego D.T. Goodin and R.W. Petzoldt General Atomics. Objectives. Purpose for in-hohlraum layering:

E N D
Thermal Control Techniques for Improved DT Layering of Indirect Drive IFE Targets M.S. Tillack and J.E. Pulsifer University of California, San Diego D.T. Goodin and R.W. Petzoldt General Atomics
Objectives • Purpose for in-hohlraum layering: • Layering with capsule already assembled in the hohlraum is advantageous • Eliminates the need for separate layering device • Eliminates the need for rapid, precision cryogenic assembly • Requires highly uniform DT surface temperature (~100mK) for up to several hours • Need a well controlled temperature profile on hohlraum • Objective of our research: • Determine required temperature profile and suggest method(s) for implementation • Chillers on staging tubes • Tailoring of target material properties
Overview • DT temperature profile with constant T at hohlraum surface: BeBr shell • DT profile with constant T at hohlraum surface: polystyrene shell • Relaxed temperature requirements for high-yield targets • Effect of segmenting the Au layer • Hohlraum surface temperature profile needed for uniform DT • Passive control system for obtaining proper surface temperature • Sensitivity to small variations
Target Design • Close-coupled, distributed radiator heavy ion target • Materials: A: AuGd <1% denseB: AuGd 100% denseC: Fe 0.2% denseD: (CD2)AuE: AuGd <1% denseF: Al <3% denseG: AuGd <2% denseH: CD2I: Al 2% denseJ: AuGd 4% denseK, L: DTM: BeBr or PolystyreneN: (CD2)Au From Nuclear Fusion 39(11)D. A. Callahan-Miller and M. Tabak
Axisymmetric ANSYS Model of Target FliBe AuGd He (used to model all low-density materials) DT BeBr or Polystyrene
1. Benchmark with BeBr shell agrees with earlier work. • The BeBr shell around the capsule creates a spherical isotherm • Temperature of the DT outer surface is small and agrees with prior work (3 mK variation at DT surface) Constant surface temperature = 19.2 K on right boundary DT ice outer surface temperature
2. Polystyrene shell exhibits much larger DT temp. variations • Change to polystyrene shell results in 10 mK temperature variation at the DT outer surface • Is it too much? Constant surface temperature = 19.2 K on right boundary DT ice outer surface temperature
3. High-yield capsules can tolerate significantly rougher surface finishes than ignition capsules Standards used for NIF targets Results for plastic ablator capsule Ref: Mark Hermann, Indirect Drive Target Workshop, GA (1 May 2001).
The required degree of temperature symmetry is derived from the surface “roughness” requirement In the limit L /a<<1, L ~ sqrt(2k DT/q’’’) For small perturbations, d ~ (k/Lq’’’)x x=temperature perturbation d=thickness perturbation DT thickness variation is ~200 mm with hohlraum temperature fixed at 19.2 K • Too much! k = 0.33 W/m-k L = 0.33 mm q’’’ = 48,700 W/m3
4. The AuGd layer must be altered to allow external control • To affect the variation of temperature at the DT surface, we must eliminate conduction along the “B” layer • Thermal conductivity of the “B” layer in the y-direction is modeled with helium properties
5. An “inverse problem” is solved to determine the correct temperature profile to apply on the hohlraum surface • An artificial block of material is added to remove the RHS boundary condition. • The temperature at the DT surface is fixed at 18 K • Heat flux applied at the right boundary is calculated based on 48,700 W/m3 volumetric heat generation in DT layer • Solution gives approximate temperature distribution to apply to the target model Flibe surface temperatures
Results of applying temperature profile to the hohlraum surface DT outer surface temperatures • Variation at DT surface is reduced from 10 mK to ~200 mK • Subsequent iterations further improve the result (<100 mK achieved) Applied nodal temperatures
DT thickness corresponding to the modified surface temperature Variation of DT thickness is ~5 mm
6. Use of a passive thermal control system to establish boundary temperature profile • Varying thickness insulator used to map constant temperature cooled surface to desired hohlraum temperature profile • Estimate of thickness profile made using T(y) and q(y) from original solution
Temperature variation at DT for 0.5-cm thick scallop and 17 K boundary temperature (k=0.0125 W/m-K) DT outer surface temperatures
Design of a cooling system for the scalloped tube Concept = Using the heat flux profile, provide a uniform T boundary and a varying radial conductance - to result in desired T profile Design Data Cu rods 4.68 m long 234 hohlraums/rod ∆T top/bottom = 0.1K 2 - 1/4” cooling tubes/rod 0.3 g/s He at 200 psi/rod ∆P = ~10 psi Concept = stack of hohlraums in cooled tubes
Hohlraum delivery system ~1 m Design Data 3 hr layering + 0.5 h backlog 18 rods per bundle 18 bundles total 75,600 hohlraums Total He cooling flow = 97 g/s 54 s between movements 3 s between movements Six per second
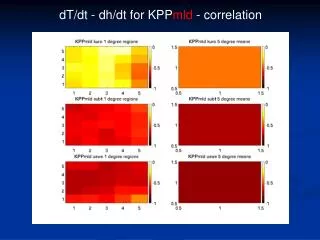
7. Sensitivity studies • Sensitivity of DT temperature profile to 1-10% changes in properties and applied temperature was explored • Case shown is 1-10% change in k for region D • 1% changes roughly double the nonuniformity; 10% changes cause an order of magnitude increase
Input temperature profile error A 10% error in the peak temperature of the inverse problem profile was used as input. A 900mK temperature difference results at the surface of the DT as opposed to 200mK reported from the original.
Conclusions • Benchmark using BeBr shell agrees well with earlier work. • Target using polystyrene in place of BeBr does not provide adequately smooth DT surface temperature distribution. • Temperature requirements are relaxed with high-yield targets, but not enough to avoid external temperature control. • AuGd layer must be modified to minimize conduction along the length of the target and allow hohlraum outer surface to “communicate” with the capsule. • The required applied temperature variation was determined and shown to reduce the temperature variation from 10mK to ~200mK. • The passive control scheme requires optimization, but appears feasible. • Variations in properties and applied temperatures must be kept below a few percent.