Download
1 / 38
380 likes | 436 Views
C. A. P. E. C. Towards Integration of Design and Control Sten Bay Jørgensen CAPEC Department of Chemical Engineering, Technical University of Denmark, DK-2800 Lyngby, Denmark http://www.capec.kt.dtu.dk. CAPE FORUM Vezprem, Hungary 14-15 February 2004. OUTLINE.

E N D
C A P E C Towards Integration of Design and ControlSten Bay Jørgensen CAPEC Department of Chemical Engineering,Technical University of Denmark,DK-2800 Lyngby, Denmarkhttp://www.capec.kt.dtu.dk CAPE FORUM Vezprem, Hungary 14-15 February 2004
OUTLINE • Introduction & objectives • Plantwide Control Problem • Decision problems in Control design • Towards Integration of Process and Control design • Model analysis • Application examples • Conclusions CAPE FORUM, Vezprem, Hungary
The plantwide control problem • A chemical process plant Consits of several processes connected in parallel and sequence which must be executed in a coordinated manner to provide the required product amounts at the specified yields and qualities. The different processes may be continuous and/or batch. The production objective is specified in terms of a specific number of batches or operating periods for the continuous parts. • The plant operations model There are many feasible operations and paths which may lead to the desired production rate at the specified quality given availability contraints, hence optimisation is required to provide an optimal solution • Disturbances in market or process conditions introduces uncertainty into the execution of the the plant operations model, hence control is required to reduce their influence. • The plantwide control problem Implementation of the optimal plant operations model is referred to as the ”plantwide control problem” CAPE FORUM, Vezprem, Hungary
Hierarchical Plantwide Control Structure Scheduling (days to weeks) Market Site-wide Optimisation (day) Local optimisation (hour) Supervisory control (minutes) Setpoint trajectories Regulatory control (seconds) CAPE FORUM, Vezprem, Hungary
Implementation of the optimal plant operations model I • Determine the optimal operations model • Investigate possible complex behaviours near the optimal operation region (Ideally with the basic control structure implemented, since more behaviours may be generated by the control structure, however stabilizing control has to be implemented). • Select measurements that provide information about the process/product state, eg. quality. Select actuators with significant effect upon the process/product peformance quality. • Combine actuators to minimize actuator interactions! • Pair combined actuators and measurements into a decentralised control structure. If the basic control strucure • can be made selfoptimizing then SISO control layer is sufficient below the optimizing layer. CAPE FORUM, Vezprem, Hungary
Closed loop implementation – SISO Control layer Market (Business) Optimisation Setpoint trajectory Process Monitoring (State assessment) Enabling signals Single Loop Controls Measurements Process Disturbances May work if a ”self-optimising control structure” exists! CAPE FORUM, Vezprem, Hungary
Implementation of the optimal plant operations model II • Determine the optimal operations model • Investigate possible behaviours near the optimal operation region (Ideally with the basic control structure implemented, since more behaviours may be generated by the control structure, but stabilizing control has to be implemented). • Select measurements that provide information about the process/product state, eg. quality. Select actuators with significant effect upon the process/product peformance quality. • Combine actuators to minimize actuator interaction! • Pair combined actuators and measurements into a decentralised control structure. If the basic control strucure • can be made selfoptimizing then SISO control layer is sufficient below optimizing layer. • can not be made selfoptimizing then determine size of multivariable control problem, and implement a multivariable layer CAPE FORUM, Vezprem, Hungary
Closed loop implementation – with MIMO and SISO Control layers Market (Business) Optimisation Setpoint trajectory Enabling signals MP (& IL) Control Process Monitoring (State assessment) Single loop Controls Measurements Process Disturbances CAPE FORUM, Vezprem, Hungary
Loop pairring • Select loops by pairring ”combined actuators” with measurements to: • achieve as direct an action as possible • Stabilize unstable states, including to: • 3. handle nonlinear behaviours, e.g. • a. Fold bifurcations by closing loops around them to achieve • stabilizing control on (some) unstable branch(es) • b. Hopf bifurcations by suitable non-linear control design. • b. Movement of zeros into the RHP by plant redesign, thereby • reducing (eliminating) nonminimum phase behaviour • 4. Track constraints • Ideally the developed decentralised control structure should be ”selfoptimizing”: Reject disturbances with constant setpoints, i.e. maintain profit - if sufficient degrees of freedom are available! CAPE FORUM, Vezprem, Hungary
Integration of Design & Control • Is the plant operable? • Can disturbances be tolerated? • Can the plant be started-up • ……. Where during plant design may the above control related issues be handled? Operability: The ability to achieve acceptable control performance, ie., to keep the controlled outputs and manipulated inputs within specified bounds - subject to signal uncertainty (disturbances, noise), model uncertainty, etc., using available inputs and measurements. Note any unstable state must be both state controllable and state observable CAPE FORUM, Vezprem, Hungary
Definition of Integration Integration On-line Process Off-line Tools Simultaneously solve more than one problem, or, simultaneously perform more than one operation ! Process Integration is about Operation/Control ! CAPE FORUM, Vezprem, Hungary
Difference Between Process & Tools Integration Tools Integration: Combines tools/algorithms in order to determine optimal operation model & optimal design subject to constraints Process Integration Links more than one operation and/or equipment together in order to achieve an integrated condition of operation & design. But reduces degrees of freedom. CAPE FORUM, Vezprem, Hungary
Tools Integration: Basis for Integration design control synthesis To simultaneouslyconsider aspects of synthesis, design and control. What is “common” information to the three problems: Intensive variables such as T, P, x are “common” but have different “functions” CAPE FORUM, Vezprem, Hungary
Functions of Intensive Variables T, P, x Synthesis: Determine effects of T, P, x on the process model (properties) to generate the process flowsheet/configuration Design: Determine T, P, x such that the process satisfies the specified objectives Energy: Determine H(T, P, x) to compute the energy requirements Control: Determine the sensitivities of T, P, x in order to design the control system Environmental Impact: Identify environmental problems through x Economy: Cost of operation & equipment are functions of T, P, x CAPE FORUM, Vezprem, Hungary
Introduction - II: Objectives • Perform model analysis (before rigorous solution) so that • Infeasible alternatives can be rejected • Information on the control structure can be generated • Sub-problems related to design & control can be identified and solved • ..... • leading to a better understanding of design & control and thereby, an improved formulation of the integrated design& control problem CAPE FORUM, Vezprem, Hungary
Model Analysis - I: Process Models Intensive variables - can be measured Conceptual variables - cannot be measured directly Balance Equations dx/dt = f(x, y, p, d, t) Constraint Equations 0 = g2 (x, y, p, d) Constitutive Equations/ Phenomena Models 0 = g1 (x, y) - T, P, x; Ñ, species Constitutive equations (not rigorous) relate conceptual variables to measurable variables & species parameters. i = f i(T, P, x; m) CAPE FORUM, Vezprem, Hungary
Model Analysis - II: Role of Intensive Variables Synthesis/Design: Determine T, P, x such that the process satisfies the specified objectives Control: Determine the sensitivities of T, P, x in order to design the control system Intensive Variables (s) Design Control Process Variables Measured Variables = f(p, d, s) d/ ds control structure CAPE FORUM, Vezprem, Hungary
Model Analysis - III • Starting point - model plus assumptions • Identify important constitutive equations and • their dependent intensive and the corresponding • derivative information • Identify non-linear terms and their effects • Investigate how to decouple the balance equations • Provides information related to process sensitivity, • process feasibility, design constraints and solutions • for design & control sub-problems • Helps to formulate an integrated design & control problem CAPE FORUM, Vezprem, Hungary
Application Examples Objective is to highlight the use of model analyses rather than to find the optimal integrated solution • Control of Fermentor – nonlinear issue • Control of Ammonia reactor - nonlinear issue • Heat integrated distillation pilot plant - actuator CAPE FORUM, Vezprem, Hungary
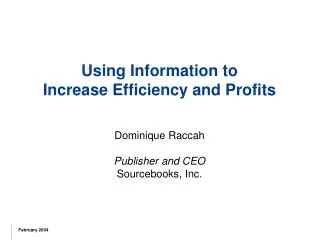
15 10 Biomass [g/l] Stable Unstable 5 0.3 0.32 0.34 0.36 0.38 0.4 Dilution rate [1/h] Continuous Cultivation of Yeast Bifurcation analysis reveals: • Hysteresis curve, multiple steady-states at maximal biomass productivity! Sf=28 g/L • Optimal biomass productivity is achieved when operating very close to the turning point - which requires control! CAPE FORUM, Vezprem, Hungary f
acetaldehyde acetate Yeast metabolism Growth on glucose – at high D (Dcrit) – Crabtree effect: Overflow metabolism r7 glucose biomass glycolysis r1 r3 r6 pyruvate ethanol r2 r4 Thus a selfoptimizing controller could be based upon measurement of ethanol and manipulation of dilution rate: A productostat r5 TCA CO2 CAPE FORUM, Vezprem, Hungary
Productostat results- Biomass and ethanol Steady-state multiplicity were observed at dilution rates below Dcrit when operating in closed loop ! Model is a FEPPhM CAPE FORUM, Vezprem, Hungary
Nonlinear issuesProfit Optimising Control • Productivity in Continuous Process: • Optimality requires : Max J CAPE FORUM, Vezprem, Hungary
Gain Changes for xprod vs. F • Output Multiplicity • Dynamic Consequence: Instability when (dxprod/dF)<0 • Input Multiplicity • Dynamic Consequence: May be a zero in RHP, i.e. unstable zero dynamics. CAPE FORUM, Vezprem, Hungary
Process Analysis: Operational Implications of Optimality • Complex behaviour may be encountered near an optimal operating point • Optimised process integrated design increases the likelihood of performance reducing complex behaviour Theorems based upon induction: Jørgensen & Jørgensen (1998) CAPE FORUM, Vezprem, Hungary
Ammonia Reactors Operating point: Feed temperature Feed concentration Feed flow rate Pressure No automatic control of inlet temperature simple reactor 3-bed quench reactor • Open Loop: Andersen and Jørgensen (1999) • Closed Loop: Recke, Andersen & Jørgensen (2000) CAPE FORUM, Vezprem, Hungary
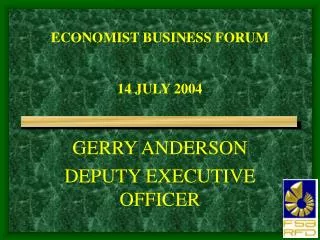
20 15 Outlet Ammonia Mass Fraction [%] 10 5 0 1 2 3 Inlet Ammonia Mole Fraction [%] Stable Steady State Stable Limit Cycle Unstable Limit Cycle Unstable Steady State HopfBifurcation Energy Integrated Ammonia Reactor • Subcritical Hopf bifurcation from the upper steady state • Stable limit cycle coexists with the upper stable steady state • Safer to operate in region with no stable limit cycle I II III IV V VI I Recke, Andersen & Jørgensen (2000) CAPE FORUM, Vezprem, Hungary
Stable steady state Unstable steady state Stable periodic solution Unstable periodic solution Ci Cyclic fold bifurcation Fi Fold bifurcation Hi Hopf bifurcation Ammonia Reactor:Bifurcation Diagram for Open/Closed Loop • Closed Loop • = o.5 rad/h G=5 Open Loop CAPE FORUM, Vezprem, Hungary Open
Feed Flowrate step changes κ= 0.025 κ= -0.025 κ= -0.05 κ= 0.025 κ= -0.025 κ= -0.05 • Closed Loop • = o.5 rad/h G=5 Open Loop CAPE FORUM, Vezprem, Hungary
Energy integrated distillation pilot plant CAPE FORUM, Vezprem, Hungary
Model analysis for heat integrated plant For heat integrated plant three static degrees of freedom: But, QB,QC can not be manipulated directly QB=h1(T(PH), PL) QC=h2(T(PL), PH) Thus, actuator variables:L/D, PH, PL Control variables:XD, XB, P 1) What is the operation region for actuators: PH, PL? 2) How to use actuators to cover the operating region? CAPE FORUM, Vezprem, Hungary
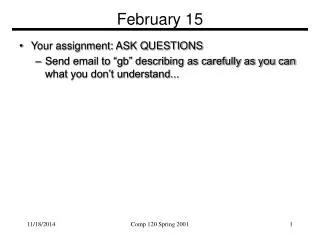
60000 60000 100 100 90 90 50000 50000 80 80 70 70 40000 40000 60 60 Enthalpy (kJ / kmol) Enthalpy (kJ / kmol) (bar) (bar) 30000 30000 50 50 Vapour pressure Vapour pressure 40 40 20000 20000 30 30 20 20 10000 10000 10 10 0 0 0 0 150 150 200 200 250 250 300 300 350 350 400 400 450 450 500 500 550 550 600 600 650 650 Temperature (K) Temperature (K) Determination of the operation range From pure component properties A feasible range of operation is: T: 320 – 370 (K) P: 406 –1321(kPa) Question: How to use actuators to move the operating point? PLQCP PHQBVXB ? Isopropanol Isopropanol Methanol Methanol Freon Freon CAPE FORUM, Vezprem, Hungary
Model analysis for actuator combinations Simple Steady state energy balance of the heat integrated distillation column (total reflux operation, no heat loss): CAPE FORUM, Vezprem, Hungary
PH has positive gain to column pressure P and positive gain to vapour flow rate V PL has positive gain to column pressure P but negative gain to vapour flow rate V THUS: Column pressure P may be controlled by PH+ PL Column vapor flow rate V may be controlled byPH- PL Model Analysis: Actuator combination CAPE FORUM, Vezprem, Hungary
Model analysis for actuator selection & combination PL, PH both strongly affect V, P Operation points movement Branch A: Constant PL=500kPa, 25kPa steps decrease in PH Branch B: Constant PH=1075kPa, 25 kPa steps decrease in PL. CAPE FORUM, Vezprem, Hungary
Simulation validation ofActuator selection CAPE FORUM, Vezprem, Hungary
Conclusions • Model analysis provides insights to the integration of design & control (e.g. helps to define and solve the control structure problem) • Variables for integrating design and control for the energy integrated distillation column can be defined properly and consistently for subsequent model analysis • Nonlinear analysis is required to reveal different aspects of complex behaviours • Control structuring has multiple objectives • Process design does affect controlled behaviour • Several issues in proper control design remain open. Thus integrated process and control design is also still an open issue! CAPE FORUM, Vezprem, Hungary
References - needs a couple more.. • Andersen, M.Y.; N.H. Pedersen, H. Brabrand, L. Hallager, S.B. Jørgensen, (1997): 'Regulation of a Continuous yeast Bioreactor near the Critical Dilution rate using a Productostat', Journal of Biotechnology, 54, pp. 1-14 • Bonné, D.; S.B. Jørgensen (2001): Batch to Batch Improving Control of Yeast Fermentation, Computer Aided Chemical Engineering, 9, Elsevier, pp. 621-626. • Bonné, D.; S.B. Jørgensen (2003): Data-Driven Modelling of Batch Processes. ADCHEM, Hongkong, China. pp.663-668. • Jørgensen, J.B.; Jørgensen, S.B. (1998): 'Operational Implications of Optimality', AIChE Symposium Series, 94 issue 320, pp. 308-314 • Lee, J.S.; K.S. Lee; W.C: Kim (2000): Model-base iterative learning control with a qudratic criterion for time-varying linear systems. Automatica 36, pp. 641-657. • Lei, F; Olsson, L.; Jorgensen, S.B.(2003): 'Experimental investigations of state multiplicity in aerobic continuous cultivations of Saccharomyces cerevisiae', J. Bioeng. Biotech, J. Bioeng. Biotech, 82, pp. 766-777 • Li, H.W.; Gani, R.; Jorgensen, S.B.(2003): Process Insights Based Control Structuring of an Integrated Distillation Pilot Plant, Ind.Engng.Chem. Research 42(20), pp. 4620-4627 • Mönnigmann, M; J. Hahn, W. Marquardt (2003):Towards constructive nonlinear dynamics- Case studies in chemical process design. In G. Radons, R. Neugenbauer (eds.), Nonlinear Dynamics of Production Systems. Viley-VCH, Weinheim. • Papaeconomou, I.; Jørgensen, S.B.; Gani, R..(2003): A Conceptual “Design” Based Method for Generation of Batch Recipes. Proceedings of FOCAPO 2003, Florida, USA, pp. 473-476. • Recke, B.R. Andersen, S.B. Jørgensen, (2001), 'Bifurcation Control of Sample Chemical Reaction Systems, "Advanced Control of Chemichal Processes", ed. L. Bigler et af, Elsevier Science. pp. • Russel, B.M.; Henriksen, J.P.; Jørgensen, S. Bay; & Gani, R.: ”Integration of design and control through model analysis” Comp. Chem Engng 26(2002) 213-225 • Skogestad, S.(2000): Plantwide control: the search for the self-optimizing control structure, Journal of Process Control 10, 487-507. CAPE FORUM, Vezprem, Hungary