Download
1 / 21
740 likes | 2k Views
Assembly Line Balancing Assigning all tasks to a series of workstations so that each workstation is limited by the cycle time and so that the unassigned or idle time across all workstations is minimized. Workload equalization is another important objective of the balance.

E N D
Assembly Line Balancing • Assigning all tasks to a series of workstations so that each workstation is limited by the cycle time and so that the unassigned or idle time across all workstations is minimized. Workload equalization is another important objective of the balance. • Product interval time, time between products being completed at aworkstation, also called takt time and cycle time. • Task: is the smallest element of work; it can not be subdivided further. • Workstation: is a place of work with workers, equipment and material to perform one or more tasks. • Line: is made up of one or more workstations. • Cycle Time (throughput time): the overall time to complete an individual product also the time it takes to assemble one unit or the time elapsed between two successive units coming off the line. • Precedence Chart: a chart that specifies the order in which the tasks must be performed in the assembly process.
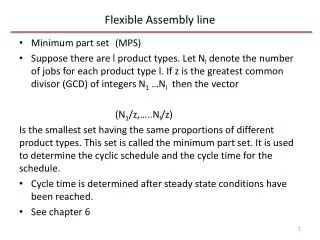
Line Balancing Steps • Specify the sequential relationships among tasks using a precedence diagram. • Calculate cycle time (C), using the following formula: • Productive time per day (P) • Calculate the minimum theoretical number of workstations (Nt), using the following formula: • T, sum of task times • Select a primary rule by which tasks are to be assigned to workstations and a secondary rule to break up ties should they occur. Assign tasks to workstations according to specified rules. • Evaluate efficiency (Eff.) and balance delay (BD) as follows: • T Sum of idle time • Rebalance if eff. is low using a different primary rule. C = Unit output per day (D) Nt = C , BD = Eff. = = 1 – Eff. Na * C Na * C
Designing Line-Flow Layouts Line Balancing:Assignment of work to stations in a line so as to achieve the desired output rate with smallest number of workstations There are two constraints in line balancing : 1. Precedence requirements • Physical restriction, order of operations 2. Cycle time restrictions • Max. operating time allowed for each workstation • Depend on demand rate, production time
Line Balancing Process 1. Draw and label a precedence diagram. 2. Calculate the desired cycle time required for the line. 3. Calculate the theoretical minimum number of workstations. 4. Group elements into workstations, recognizing cycle time and precedence constraints. 5. Calculate the efficiency of the line. 6. Stop if theoretical minimum number of workstations on an acceptable efficiency level reached. If not, go back to step 4.
Station 1 Station 2 Station 3 Minutes per Unit 6 7 3 Assembly Lines Balancing Concepts Question: Suppose you load work into the three work stations below such that each will take the corresponding number of minutes as shown. What is the cycle time of this line?
Station 1 Station 2 Station 3 Minutes per Unit 6 7 3 Assembly Line Balancing Concept Question: Suppose you load work into the three work stations below such that each will take the corresponding number of minutes as shown. What is the cycle time of this line? Answer: The cycle time of the line is always determined by the work station taking the longest time. In this problem, the cycle time of the line is 7 minutes. There is also going to be idle time at the other two work stations.
Example of Line Balancing • You’ve just been assigned the job a setting up an electric fan asbly line with following tasks: Task Time (Mins) Description Predecessors A 2 Assemble frame None B 1 Mount switch A C 3.25 Assemble motor housing None D 1.2 Mount motor housing in frame A, C E 0.5 Attach blade D F 1 Assemble and attach safety grill E G 1 Attach cord B H 1.4 Test F, G
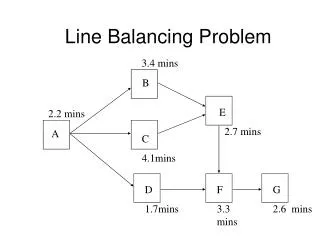
Example of Line Balancing: Precedence Diagram Task Predecessors Task Predecessors A None E D B A F E C None G B D A, C H E, G A B G H E C D F
2 1 1 1.4 A B G H C D E F 3.25 1.2 .5 1 Example of Line Balancing: Precedence Diagram Question: Which process step defines the maximum rate of production?
Example of Line Balancing: Cycle Time Question: Suppose we want to assemble 100 fans per day. What would our cycle time have to be?
Example of Line Balancing: Number of Workstations Question: What is the theoretical minimum number of workstations for this problem?
Example2 : Line Balancing A company must produce 600 unit output in a 40-hour week. Given the following conditions, balance the assembly line
Example3: Line BalancingAdditional Example work elements, precedence reqmts and time reqmts to assemble a picture frame are shown here. • Construct a precedence diagram of the process and label task times. • Set up an assembly line capable of producing 1,600 frames per 40-hour week. • Calculate the efficiency and balance delay of the line. • Calculate the maximum number of frames that can be assembled each week. • Rebalance the line for maximum production. Indicate the composition of each station. • Assume the company can sell as many frames as can be produced. If workers are paid Rs8 an hour and the profit per frame is Rs5, should the production quota be set to the maximum? Assume one worker per station.
Example4: Line Balancing Toy Wagon Assembly Line Balance Example Task Performance Time (sec.) Tasks that must precede A 45 --- B 11 A C 9 B D 50 --- E 15 D F 12 C G 12 C H 12 E I 12 E J 8 F,G,H,I K 9 J
Precedence Diagram A D 12 9 11 45 sec. F 8 9 C B 12 J K G 12 15 50 H I E 12
Balance the Line Using Most Followers Rule Task time(sec) time Rem. Tasks most followers longest opr. time St. 1A 45 5.4 idle none Task Remaining Feasible Task @ Task@
Balance the Line Using Most Followers Rule Task time(sec) time Rem. Tasks most followers longest opr. time St. 1A 45 5.4 idle none St. 2 D 50 0.4 idle none Task Remaining Feasible Task @ Task@
Balance the Line Using Most Followers Rule Task time(sec) time Rem. Tasks most followers longest opr. time St. 1A 45 5.4 idle none St. 2 D 50 0.4 idle none St. 3 B 11 39.4 C, E C, E E Task Remaining Feasible Task @ Task@ E 15 24.4 C,H,I C C 9 15.4 F,G,H,I F,G,H,I F,G,H,I F* 12 3.4 idle none
Balance the Line Using Most Followers Rule Task time(sec) time Rem. Tasks most followers longest opr. time St. 1A 45 5.4 idle none St. 2 D 50 0.4 idle none St. 3 B 11 39.4 C, E C, E E St.4 G* 12 38.4 H, I H, I H, I Task Remaining Feasible Task @ Task@ E 15 24.4 C,H,I C C 9 15.4 F,G,H,I F,G,H,I F,G,H,I F* 12 3.4 idle none H 12 26.4 I I 12 14.4 J J 8 6.4 idle none
Balance the Line Using Most Followers Rule Task time(sec) time Rem. Tasks most followers longest opr. time St. 1A 45 5.4 idle none St. 2 D 50 0.4 idle none St. 3 B 11 39.4 C, E C, E E St. 4 G* 12 38.4 H, I H, I H, I Task Remaining Feasible Task @ Task@ E 15 24.4 C,H,I C C 9 15.4 F,G,H,I F,G,H,I F,G,H,I F* 12 3.4 idle none H 12 26.4 I I 12 14.4 J J 8 6.4 idle none St. 5 K 9 41.4 idle none
Efficiency and Balance Delay Calculations • Efficiency = • Balance Delay = • Check, Total = 100% • Notice that BD = 1.0 – Eff. 195 = 0.77 or 77% (5) 50.4) 57 = 0.23 or 23% (5) (50.4)