Download
1 / 38
380 likes | 519 Views
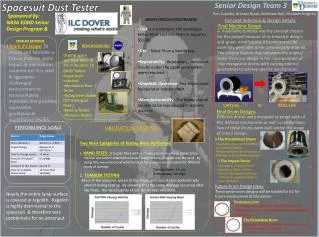
University of Delaware December 10, 2007 Senior Design Team 15 Anthony Brazen IV Nick Hirannet Sam Holland Megan Keenan. To improve the robustness and reliability of the tablet feeding process. This can be done through prevention and detection.

E N D
University of Delaware December 10, 2007 Senior Design Team 15 Anthony Brazen IV Nick Hirannet Sam Holland Megan Keenan
To improve the robustness and reliability of the tablet feeding process. • This can be done through prevention and detection
The tablets are moved along the tracks with the aid of a linear vibrator creating backpressure
The tablets drop through the holes and chutes into the flex • Sensors are currently placed at the top of the chute to detect that a tablet has fallen
What? • A flex does not receive a tablet • Entire lot must be opened and inspected • Happens 45 out of 8 million tablet drops
Why? • Tablet breaks top sensor and may get stuck in the chute • Tablet bounces off side walls causing delayed drop • Tablet never exits the chute • Possibility for erroneous test result • Loss of time and money due to product re-inspection • Hand inspection is currently used to ensure that the correct amount of tablets are in each flex • Expensive • Time consuming
The tablets exit the chute at a 90 degree angle from entrance into chute • The drastic turn could cause the tablet to hit the side walls, delaying exit from the chute
Top 10 Wants Constraints
Prevention Detection
Too many modifications to the chute would cause Siemens to redesign the entire process • Too expensive and time consuming • New Feature: Add sensors to the bottom of the chute • Sensor detection in current process is placed at the top, which provides knowledge of the tablet entry, but problem arises upon tablet exit
Holes will be drilled into the sides of the chutes and the lowest point where the chutes and Lexan meet • Twelve sets of visual sensors will be attached to the bottom surface of the Lexan guard • Will utilize same communication software that Siemens currently uses
Met with Keyence Sales Rep. • 4 sensors were ordered • Two were able to be eliminated immediately based on visual inspection • FU-12 and FU-51TZ • The FU-50 and FU-59 were tested
FU-50 worked well for large tablets, but was quickly eliminated after missing several small tablets in the first two trials • Due to large beam aperture, which causes a decrease in sensitivity • Diameter of ALL tablets = 0.2185 in. • Large tablet height = 0.1510 in. • Small tablet height = 0.0835 in. • Red = Strength of beam • Green = Threshold setting
2000 tablets were dropped • Eight trials of 250 tablets were tested • ALL tablets were detected LARGE Tablets SMALL Tablets • Diameter of ALL tablets = 0.2185 in. • Large tablet height = 0.1510 in. • Small tablet height = 0.0835 in. • Red = Strength of beam • Green = Threshold setting
Diameter of ALL tablets = 0.2185 in. • Large tablet height = 0.1510 in. • Small tablet height = 0.0835 in. • Red = Strength of beam • Green = Threshold setting
4 modes of failure for detection have been identified • 2 create undesirable risk levels • Sensor gets blocked by an object • Sensor becomes unaligned • Both potential effects are that sensor detects a non-existent tablet • HMI and PLC controls will identify a blocked beam or misalignment
Cutting an existing tablet track and adding a 90° turn • Desired chute drops tablets straight down • Eliminates current chute • 2 ways to achieve this • 2- 45° straight angle turn • Curved radius turn Current State Desired State
2 aluminum tracks were milled • Tracks were mounted on linear vibrator • Test to determine what prototype allows: • Tablets to reach the end of the track • Tablets get to end of track fastest Vibration Vibration
Radius Track has ability to move tablets faster • Current system rate = 1.1 tablets/sec • Both new designs exceed this rate • Angle track moved Large tablets faster
If Siemens decides to replace their current tracks with our 45 degree turned tracks • May not allow required space for vacuum mechanism • Alternative to vacuum – flipper mechanism
Aluminum cylindrical flipper placed at end of track • Six slots cut along the cylinder to receive tablets from track • Upon loading, cylinder will rotate CW allowing tablets to be released
Cost Justification: 1 bad flex = $25,000 in lost productivity, re-packaging, • and labor • 10 bad lots per year = $250,000 • Detection at the bottom of chute pays for itself
0 defects in a sample of 250 tablets is considered acceptable by Siemens statistical analysis • We tested 8 samples of 250 tablets to validate this acceptance
The number of samples (n) to be taken can be calculated by the following expression: • Z(A) = standard normal variant value for error • Z(B) = standard normal variant value for β error • = AQL (Average Quality Level) • = LTPD (Lot Tolerance Percent Defective) 2
The acceptance number (c) (number of “defects” per sample permitted) can be determined by the following expression: • = Producer’s Risk • = Consumer’s Risk • = AQL (Average Quality Level) • = LTPD (Lot Tolerance Percent Defective) • n = Required Sample Size • c = Acceptance Number (Number of Defects Permitted in Sample) c = 2