Download
1 / 53
650 likes | 1.4k Views
CHAPTER 8 CERAMIC/METAL NANOCOMPOSITES. Noraiham Mohamad , PhD Department of Engineering Materials, Faculty of Manufacturing Engineering, Universiti Teknikal Malaysia Melaka. Content. Introduction Ceramic Matrix Nanocomposites Type of CMN Processing Metal Matrix Nanocomposites

E N D
CHAPTER 8CERAMIC/METAL NANOCOMPOSITES NoraihamMohamad, PhD Department of Engineering Materials, Faculty of Manufacturing Engineering, UniversitiTeknikal Malaysia Melaka
Content • Introduction • Ceramic Matrix Nanocomposites • Type of CMN • Processing • Metal Matrix Nanocomposites • Type of MMN • Processing
Introduction of Nanocomposites • Nanocomposites- solid structures with nanometer-scale dimensional repeat distances between the different phases that constitute the structure • Typically consist of: • Inorganic(host) solid containing an organic component or vice versa • OR consist of 2 or more inorganic/organic phases in some combinatorial form. Constraint- at least one of the phases or features be in nano size • Extreme example: can be porous media, colloids, gels and copolymers
Introduction of Nanocomposites • Core concept: • Combination of nano-dimensional phases with distinct differences in structure, chemistry and properties. • Nanocomposites- can demonstrate different mechanical, electrical, optical, electrochemical, catalytic, and structural properties than individual component • Multifunctional behavior often more than the sum of individual components.
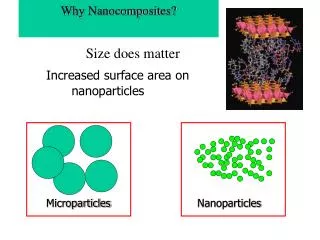
Why Nanocomposites? • Efforts to develop high-performance ceramics for engineering applications: • Gas turbines • Aerospace materials • Automobiles and etc. • Conventional processed ceramics pose many unsolved problems: • Relatively low fracture toughness & strength • Degradation mechanical properties at high T • Poor resistance to creep, fatigue and thermal shock • Attempts to solve incorporating second phases
Second phases • Either: • Particulates • Platelets • Whiskers • Fibers • Disappointment in the use of micron-size range fillers • To solve the problem nano-size fillers • Passive control of microstructures by incorporating nanometer-size second-phase dispersions into ceramic matrices.
Ceramic Matrix Nanocomposites • How to produce? • Incorporation of a very small amount of additive into ceramic matrix • 2 mechanisms: • Additive segregates at the grain boundary with a gradient concentration OR • Precipitates as molecular or cluster sized particles within the grains or at the grain boundaries • Crucial: process optimization
Types of Dispersion • 2 major type: • Intragranular • Aim to: • generate and fix dislocations during the processing, annealing, cooling, and/or • the in-situ control of size and shape of matrix grains • Role of nanodispersoidsesp in nano scale, important in oxide ceramics, some of which become ductile at high T. • Intergranularnanodispersoids • Must play important roles in control of the grain boundary structure of oxide (Al2O3, MgO) and nonoxide (Si3N4, SiC) ceramics which improves their high T mechanical properties
New Concept of Ceramic Metal Nanocomposites Microsize particle, platelet, whisker or fiber Microcomposite Toughness increase, strength decrease, High Tem mech properties decrease • High strength & reliability, • excellent high temp mech properties • New Functions • Machinibility • Superplasticity
Composites powder for ceramic matrix nanocomposites • Eg. AL2O3/W, Mo, Ni, Cu, Co, Fe; ZrO2/Ni, Mo; MgO/Fe,Co,Ni • Processing method: • Conventional powder metallurgy • Solution chemical processes (eg. Sol-gel and co-precipitation method) • Powders- sintered in reductive atmosphere to give homogenous dispersions of metallic particles within ceramic matrices.
Advantages • Dispersing metallic 2nd phases into ceramics improves mechanical properties (eg. Fracture toughness, strength and/or hardness) • Due to- microstructural refinement by the nanodispersions and their plasticity. • Eg. Incorporating a small amount of ceramic or metallic nanoparticles into BaTiO3, ZnO or cubic ZrO2. • Improve mechanical strength, hardness and toughness ( important in creating highly reliable electric devices operating in severe environment conditions) • Dispersion of soft materials: adding hexagonal boron nitride to silicone nitride ceramic can enhance its fracture strength not only at Troom but also at high T up to 1500C. • Some exhibit superior thermal shock resistance and machinibility because of the characteristic plasticity of one of the phases and the interface regions between soft materials and hard ceramic matrices.
Advantages • Wide variety of properties (magnetic, electric and optical properties can be tailored) • Due to- size effect of nanosized metal dispersions. • Eg. Dispersing conducting metallic nanoparticles or nanowires can enhance the electrical properties • Ferromagnetism- value added for transition metal particle dispersed oxide ceramic composites • Good magnetic response to apply stress- found in ceramic/ferromagnetic metal nanocomposites • Allow the possibility to remote sensing of initiation fractures or deformations.
Example of ceramic nanocomposites • Silicon nitride (Si3N4) and silicon carbide/silicon nitride (SiC/Si3N4) composites • SiC/Si3N4 composites • Crystallites of microcrystals of Si3N4 and nanocrystals of SiC. • Produced from amorphus silicon carbonitride (obtained from pyrolysis of compacted polyhydridomethylsilazane [CH3SiH-NH]m[(CH3)2Si-NH]n at about 1000C. • Can withstand high temperature without oxidation or degradation (it is arises from the formation of a thin (few microns) silicon oxide layer. • Application: motor engines, gas turbines, catalytic heat exchangers and combustion system (aircraft and spacecraft applications)
Nanocomposites by mechanical alloying • Originally invented to form small-particle (oxide, carbide, etc.) dispersion-strengthened metallic alloys • High energy ball milling process (eg. Planetary mill) • Advantages: • Simplicity & possibility of scaled-up manufacturing. • Disadv: • Low purity and less homogeneity of the structures Planetary mill Welding - solid state reaction Cracking - crystal refinement MgB2-Magnesium diboride (superconductor)
Principle of Mechanical Alloying • Alloying occurs as a result of repeated breaking up and joining (welding) • Can prepare highly metastable structures such as amorphus alloys and nanocomposites structures with high flexibility. • In addition of erosion and agglomeration milling provoke chemical reactions- induced by the transfer of mechanical energy • Can influence the milling process and product properties • Idea is used to prepare magnetic oxide-metal nanocomposites via mechanically induced displacement reactions between a metal oxide and a more reactive metal. • Induce chemical changes in nonmetallurgical systems, including silicates, minerals, ferrites, ceramics and organic compounds.
Displacement reactions Also called “Replacement reactions” Chemical reaction in which a less reactive element is replaced in a compound by a more reactive one. For example, the addition of powdered zinc to a solution of copper(II) sulphate displaces copper metal, which can be detected by its characteristic colour: Zn(s) + CuSO4(aq) ZnSO4(aq) + Cu(s) The copper is taken out of the solution and is deposited as a solid (s).
Principle of Mechanical Alloying • May initiate self-propagating combustive reaction by mechanical stresses developed during high impact hits. The nature depends on: • Thermodynamic parameters (esp. in highly exothermic systems melting the reaction mixture & destroying ultrafine (nanocrystalline) microstructure) • Microstructure of the reaction mixture • The way microstructure develops during the milling process • Milling mixture of ceramic and metal powders- can induce mechanochemical reaction (an efficient way to produce nanocermet).
Reaction mixture • reaction mixture • (chemistry) A product of the act or process or an instance of mixing and reacting ( COMBINING) two or more substances together causing reaction(s); mixture causing chemicaltransformation or change; the interaction of entities : • the state resulting from such a reaction • a process involving change in atomicnuclei • A product formed by the combination of two or more elements, compounds or substances together causing reactions and transformation of original items or substances.
Factor affecting reactions • Thermodynamic of the metal/metal oxide systems • Kinetics of the exchange (displacement) reactions during processing. • Eg. Reduction of metal oxides with aluminium nanocomposites of Al2O3 and metallic alloys (Fe, Ni, Cr; particularly binary alloy systems) • Ceramics with ductile metal inclusion produce toughened materials with superior mechanical properties • Have better thermomechanical properties (higher thermal shock resistance due to better metal-ceramic interfacial strength)
Eg. Nanocomposites by Mechanical Alloying • Nanoparticles of iron embedded in insulating alumina matrix (Nanocomposites with magnetic phases) • Mixture of iron and alumina powder • Process: direct milling using ball milling • Ave particle size: 10 nm range • Magnetization of iron particles: 25-40% less than expected in bulk iron.
Eg. Nanocomposites by Mechanical Alloying • Fe3O4 particles dispersed in Cu (smaller magnetic particles embedded in nonmagnetic matrix) • Prepared by high-energy ball milling of Fe3O4 and Cu powders OR mixture of CuO and metallic iron. • Both results in: magnetic semi-hard nanocomposites with a significant superparagamagnetic fraction (due to very small particles sizes of the dispersed magnetic phase) • Hard magnetic SmCoFe phases in soft magnetic (Nanocomposite magnet) • Prepared by mechanical milling and heat treatment
Eg. Nanocomposites by Mechanical Alloying • Metastablenanocrystalline/amorphus structures • Result from repeated deformation and fracture events during collisions between powders and balls. • Plastic deformation in powders: formation of shear bands reach high dislocation densities shear bands degenerate into randomly oriented subgrains. • Large surface area of nanocrystalline grains help in transformation of crystalline amorphus
What is shear band?? two X-shaped shear bands are clearly visible (see also the sketch on the right, where initial vertical scratches on the external surface help understanding the shear deformation). A shear band (or, more generally, a 'strain localization') is a narrow zone of intense shearing strain, usually of plastic nature, developing during severe deformation of ductile materials.
Nanocomposites by Sol-Gel • Ideal starting materials: Aerogels • Aerogels: • High-porosity structures (nanosize pores) • Made by sol-gel polymerization of selected silica, alumina or resorcinol-formaldehyde monomers in solution • Extremely light (~0.5-0.001 g/cc-1)
Sol-Gel • Generation of a dispersion of colloidal particles suspended in Brownian motion within a fluid matrix. • Colloids are suspension of particles of linear dimensions between 1nm and 1 m. The colloidal suspensions can subsequently convert to viscous gels and then to solid materials • Sol-gel preparation leads to the greatest possible homogeneous distribution of reinforcing phases in the host matrix. • Products have high purity and homogeneity, ease of processing and composition control Sol-gel synthesis involving following steps • Ageing • Gelation • Drying • Densification
Drying In a typical phase diagram, the boundary between gas and liquid runs from the triple point to the critical point. Regular drying is the green arrow, while supercritical drying is the red arrow and freeze drying is the blue. Freeze drying or lyophilization is a drying method where the solvent is frozen prior to drying and is then sublimed, i.e., passed to the gas phase directly from the solid phase, below the melting point of the solvent. It is increasingly applied to dry foods, beyond its already classical pharmaceutical or medical applications. It keeps biological properties of proteins, and retains vitamins and bioactive compounds. Pressure can be reduced by a high vacuum pump (though freeze drying at atmospheric pressure is possible in dry air). If using a vacuum pump, the vapor produced by sublimation is removed from the system by converting it into ice in a condenser, operating at very low temperatures, outside the freeze drying chamber. Supercritical drying (superheated steam drying) involves steam drying of products containing water. This process is feasible because water in the product is boiled off, and joined with the drying medium, increasing its flow. It is usually employed in closed circuit and allows a proportion of latent heat to be recovered by recompression, a feature which is not possible with conventional air drying, for instance. The process has potential for use in foods if carried out at reduced pressure, to lower the boiling point. Natural air drying takes place when materials are dried with unheated forced air, taking advantage of its natural drying potential. The process is slow and weather-dependent, so a wise strategy "fan off-fan on" must be devised considering the following conditions: Air temperature, relative humidity and moisture content and temperature of the material being dried. Grains are increasingly dried with this technique, and the total time (including fan off and on periods) may last from one week to various months, if a winter rest can be tolerated in cold areas.
Nanocomposites derived from Aerogel • The product consists of: • A substrate (eg. Silica aerogel) • One or more additional phases (of any composition or scale) • Most commonly made- silica-based nanocomposite system (can be used to other aerogel (alumina, etc.) precursor
A flower is on a piece of aerogel which is suspended over a bunsen burner. Aerogel has excellent insulating properties, and the flower is protected from the flame Microstructure of aerogel-encapsulated phase nanocomposite
Fabrication of aerogel composites • Depending on when second phase is introduced: • Can be added during the sol-gel processing (before supercritical drying) • Or added through the vapor phase (after supercritical drying)- vapor phase infiltration • Or chemical modification of the aerogel backbone (may be effected through reactive gas treatment) • Non-silica material is added to the silica sol before gelation • Produce varieties of composites
Second phase • Can be: • Soluble organic • Inorganic compound • Insoluble powder • Polymer • Biomaterial etc. • Must withstand the subsequent processing steps used to form aerogel (alcohol soaking, supercritical drying) • Prevent from settling before gelation (for bulk insoluble materials)
2nd phase- soluble organic or organic compounds • 2 criteria • Added component MUST NOT interfere with the gelation chemistry of aerogel precursor • MUST NOT leaching out during the alcohol soak or supercritical drying steps • Big problem- if a high loading 2nd phase is desired
2nd phase- metal complex • Better to use chemical binding agent (can bind to the silica backbone & bond the metal complex) • Many use to prepare nanocomposites of silica aerogels or xerogel • Nanocomposites of aerogel with metal atoms or ions uniformly (atomically) dispersed throughout the material • Thermal post-processing- creates nanosize metal particles within aerogel matrix • Eg. Application: • Catalysts for gas-phase reactions • Catalysts for catalyzed growth of nanostructures
Vapor phase infiltration Through open pore network of aerogels Create various forms of aerogel-base nanocomposites Almost any compound can be deposited uniformly throughout aerogel Absorbed material in silica aerogel solid phases by thermal or chemical decomposition Eg. CNT have been deposited within pores of zeolites to create superconductor
Nanocomposites of silica-base aerogel matrices • Silica aerogel/carbon composites • Decomposition of hydrocarbon gases at T (200-450 C) • Carbon loadings from 1-800% (at low loading-C desposited uniformly, at high-loading-C begins to localize at the exterior surf of composites) • Have interesting electrical conductivity (> certain level) & higher mech strength than aerogel • Silica aerogel/silicon composites • Thermal decomposition of various organosilanes on silica gel forms deposits of elemental silicon • Rapid decomposition of the silane precursor leads to deposits localized near the exterior surface of the aerogel substrate • Nanocomposites with 20-30 nm diameter silicon particles exhibits strong visible photoluminescence at 600nm
Nanocomposites of silica-base aerogel matrices • Silica aerogel/transition metal composites • organo/transition-metal complexes can be used to thermally deposit metal compounds intermediate composites • Intermediate composites can be converted to metal oxides, sulfides or halides • Control loading- can be changed by repeated deposition steps • Crystals of desired metal (range; 5-100 nm diameter)
Metal Matrix Nanocomposites Metal matrix composites (MMC) • Materials in which rigid ceramic reinforcements are embedded in a ductile metal or alloy matrix • Combine metallic properties (ductility & toughness) with ceramic characteristics (high strength and modulus), greater shear strength, compression strength, higher service temperature capabiilties. • Interest in MMCs increased over the past 30 years (aerospace and automotive industries) • Resulted from: • Availability of inexpensive reinforcements • Development of various processing routes- results in reproducible microstructure and properties • Availability of standard or near-standard metal working methods (can be utilized to fabricate the composites)
Discontinuous reinforced Metal matrix composites (MMC) Type of reinforcements: particulate, whiskers or short fiber Most glamour: particulate (ease of fabrication, lower costs and isotropic properties) Traditional processing routes: powder metallurgy, spray deposition, mechanical alloying (MA) and various casting techniques. All process: based on addition of ceramic reinforcements to the matrix (molten or powder form).
Weakness of MMCs Optimum: when fine, thermally stable ceramic particulates dispersed uniformly in metal matrix Ex situ process- reinforcing phases are prepared separately prior to composite fabrication Scale of the reinforcing phase limited to starting powder size, normally ~µm (10µm – 1µm) Less interfacial reactions between reinforcements and matrix Poor wettability between reinforcements-matrix (due to surface structure & contamination) Properties highly controlled by size, volume fraction of reinforcements and nature of matrix/reinforcements interfaces
MM Nanocomposites @ in-situ MMC Reinforcements are formed in a metal matrix by exothermal chemical reactions between elements or between element and compound during fabrication of the composite. Wide range of matrix materials (aluminium, titanium, Cu, Ni, Fe) Second phase particles (borides, carbides, nitrides, oxides and mixtures)
Advantages of in-situ MMC Formation of reinforcements that thermodynamically stable in matrix Reinforcement/matrix interfaces that clean strong interfacial bonding Formation of reinforcing particles with finer size, more uniform distribution in matrix yields better mechanical properties
Processing • Variety of processing due to great potential of in situ MMC for widespread applications: • Solidification process (most attractive) • Reinforcements formed in situ in molten metallic phase prior to its solidification • Controlled crystallization • Crystallization of amorphus solid under proper heat treatment conditions • Mechanical alloying
Solidification • Why attractive? (simple, economy and flexibility) • Factors affecting structures & properties • Selection of solidification processing techniques (solidification conditions) • Matrix alloy composition • Dispersoids • Microstructure refinement- rapid solidification processing (RSP)
RSP (rapid solidification processing) • Reduce solute segregation • Enhance dispersion hardening (by reducing size of reinforcing phases & modify their distribution) • Ability to produce alloy composition not obtainable by conventional processing • Materials have excellent compositional homogeneity, small grain sizes, homogenously distributed fine precipitates or dispersiods. • Eg of RSP: • Large undercooling & high cooling rate of Ti/B or Ti/Si alloys in situ Ti-based nanocomposites containing large volume fraction of particles • In-situ TiC particulate-reinforced Al-based composites
RSP in TiC reinforced Al Master Material Ingot Al, Ti, graphite powder (Tmelt, graphite lined furnace, Ar) • Weaknesses • presence of agglomerates TiC (0.2±1.0 µm) accumulate at Al subgrain or grain boundaries Direct Chill Cast Chill block melt spinning (rapid solidify in ribbon form) Result TiC particles of 40±80 nm distributed uniformly in Al matrix with grain sizes of 0.3±0.85 µm Milling Ribbons mill into powder (100±250 µm) Extruded (into rods) Canned & Degassed
Control Crystallization of Amorphus Solid • Nanocrystalline materials either single or multi-phase polycrystals with grain sizes in nm. • Properties are different from and often superior to conventional polycrystals or amorphus solid: • Increase strength or hardness • Improve ductility or toughness • Reduce elastic modulus • Enhance diffusivity • Higher specific heat • Enhance CTE • Superior soft magnetic properties • How to produce? • Crystallization of amorphus solid via heat treatment