Download
1 / 6
0 likes | 13 Views
The African industrial sector dominates the high demand for industrial pumps in the market and hence to meet the growing demand for industrial pumps in the African market, the pump manufacturers are taking it on a high time.

E N D
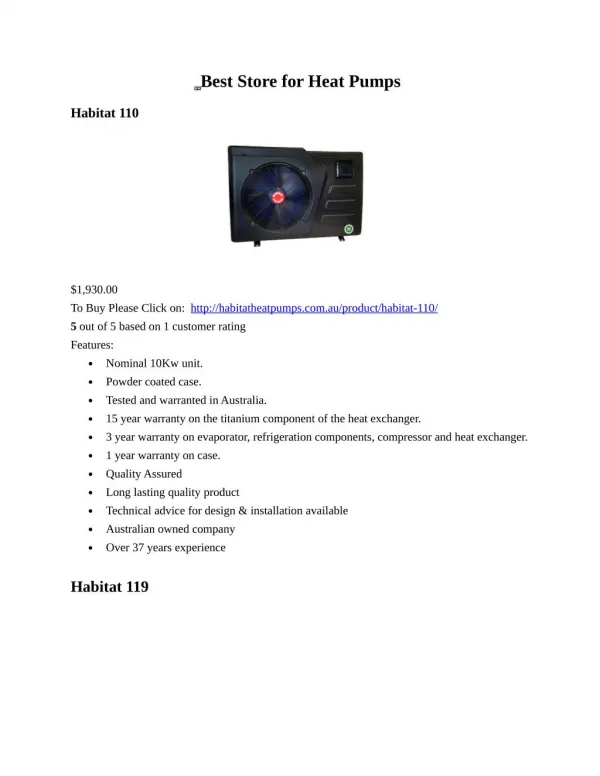
5 Best Industrial Pumps Manufactured For the African Market The African industrial segment is booming. The Middle East and Africa pump market is expected to reach a value of 8.97 billion USD by 2028. This entails the high demand for industrial pumps in the African market. The African industrial sector dominates the high demand for industrial pumps in the market and hence to meet the growing demand for industrial pumps in the African market, the pump manufacturers are taking it on a high time. JB Pumps India Pvt. Ltd. is India's leading industrial pump manufacturer - serving products worldwide. To serve the needs of industrial pumps in Africa, we have made a list of 5 best Industrial pumps manufactured to match the growing demand! 5 Best Industrial Pumps for the African Market Africa’s diverse industries and infrastructure needs require a variety of industrial pumps. The market presents unique challenges and opportunities for industrial pumps. Below are the 5 best industrial pumps for various applications across the continent:
1. Submersible Sewage Pumps Submersible sewage pumps, also known as wastewater pumps are heavy-duty pumps designed to handle wastewater containing solids like raw sewage, effluent, and sludge. They operate by being completely submerged in the liquid they are pumping. Unlike traditional pumps that sit above ground, submersible sewage pumps reside within the wastewater, making themselves ideal for handling messy materials. Features of Submersible Sewage Pumps 1.Powerful Motor Unlike their above-ground counterparts, submersible sewage pumps need the muscle to handle sewage's thick and abrasive nature. They have robust motors that generate the power to push through solids and debris, ensuring uninterrupted flow. 2. Corrosion-resistant Materials Submersible sewage pumps are constructed from tough materials like stainless steel or cast iron to withstand the corrosive properties of wastewater, preventing rust and ensuring long- lasting performance. 3. Clogging-resistant Compellers Specially designed impellers of submersible sewage pumps minimize the risk of clogging from solids and debris which helps to reduce downtime and maintenance headaches. Some other features of submersible sewage pumps include durability, efficiency, automatic operation, and portability. Applications of Submersible Sewage Pumps Wastewater treatment Irrigation Oil extracting Seawater handling Mine dewatering Deep well drilling Fire fighting 2. Submersible Slurry Pumps Submersible slurry pumps are no ordinary pumps. They are the muscle of the operation when it comes to handling highly viscous, abrasive, and solid-laden materials.
Unlike their clear-water counterparts, they are built to conquer the toughest fluids found in industries like mining and mineral processing, dredging and reclamation, power generation, chemical, pulp, and paper. Features of Submersible Slurry Pumps 1. Abrasion-resistant Materials Constructed from high-chrome alloys, cast iron, or even rubber, submersible slurry pumps can handle the grinding action of solid particles effectively. 2. Heavy-duty Impellers Specially designed impellers in submersible slurry pumps with wide passages, prevent clogging and ensure smooth flow of even the most challenging slurries. 3. Double Mechanical Seals To keep the abrasive slurry out of the motor and prevent leaks, these pumps have double seals with oil or grease lubrication to provide extra protection. Applications of Submersible Slurry Pumps Mining and mineral processing Clearing waterways and land reclamation Power generation Transferring corrosive slurries Construction Agriculture 3. Submersible Sludge Pumps Submersible sludge pumps are essential components of wastewater treatment and sanitation infrastructure. These robust and reliable pumps handle the challenging task of transporting thick mud, clay, and waste. The high-capacity motor enables the easy transfer of a great quantity of sludge and slurry without any loss. The compact design of the submersible sludge pump ensures minimum power consumption and more production.
Features of Submersible Sludge Pumps 1. Robust Construction Engineered to withstand abrasion and corrosion, submersible sludge pumps utilize materials like cast iron, stainless steel, and high-performance polymers. 2.Clogging Resistance Submersible sludge pumps have open impellers and optional cutters/grinders to minimize the risk of clogging, ensuring smooth flow even with large solids and debris. 3. Submersible Design The submersible design of these pumps eliminates the need for priming, these pumps operate directly in the sludge, simplifying installation and maintenance. Applications of Submersible Sludge Pumps Tank clean-outs Trench and pond cleaning Mining dewatering operations Drainage Oil well Flood mitigation 4. Submersible Dewatering Pumps Submersible dewatering pumps are a type of centrifugal pump used to remove unwanted water from a submerged area. They are completely submersible, meaning they can be placed directly in the water to handle a variety of challenging conditions, such as working in dirty water with high flow rates. These pumps can move a large volume of water quickly, making them ideal for dewatering large areas. Features of Submersible Dewatering Pumps 1. Durability Submersible dewatering pumps are made of cast iron or stainless steel to withstand harsh environments. These pumps handle debris without breaking a sweat. 2. Safety and Reliability The thermal protection of submersible dewatering pumps guards against overheating and burnout. Also, the secure cable entry prevents leaks to ensure electric safety within.
3. Versatility Submersible dewatering pumps are designed to handle dirty water with ease depending on the model’s capabilities. Applications of Submersible Dewatering Pumps Construction sites Mining and quarries Flood and emergency response Cooling fluid circulators Irrigation 5. Self-priming Mud Pumps Self-priming mud pumps are engineered to tackle the toughest fluids, such as mud, sludge, or slurries. These pumps create a vacuum and lift the fluid without the need for external priming. These pumps can handle the thickest and stickiest situations where efficiency removal is needed. Features of Self-priming Mud Pumps 1. Quick Self-priming These pumps work with both air and liquid simultaneously. No need for external priming, this is the major advantage for flooded areas, trenches, or excavations. 2. Easy Maintenance The simple design of the pump and readily available replacement parts make it run smoothly and easy to maintain. 3. High Flowrate The powerful motors of the self-priming mud pump deliver the high volume liquid displacement and clear the thickest mud, sludge, and sewage with an impressive flow rate. Applications of Self-priming Mud Pumps Effluent treatment plants Industrial wastewater Marine work Loading and transfer of oils
Filter press feeding Chemical and pharmaceutical industry Pumps for Every Challenge! Africa’s industrial landscape is on the rise and with it comes the growing demand for pumps that can handle the toughest tasks. From navigating abrasive slurries to dewatering flooded trenches, these 5 industrial pumps offer the solution to every industrial challenge. Choose the right pump to match the strength of your specific industrial need and transform the flow. JB Pumps India Pvt. Ltd. is a leading industrial pump manufacturer in India - offering industrial pump solutions in the home country and other foreign markets. We input the quality factor in our pumps to conquer every industrial challenge. Meet the demand with quality!