Download

1 / 17
170 likes | 422 Views
PHOENIX OIL HEATER. Producing advanced oil heaters with innovative technology. Efficiency you can measure at the gas meter. EFFICIENCY = STACK TEMP. PHOENIX OIL HEATER is a division of ARIZONA BOILER COMPANY, INC. doing business since 1960.

E N D
PHOENIX OIL HEATER Producing advanced oil heaters with innovative technology. Efficiency you can measure at the gas meter.
EFFICIENCY = STACK TEMP • PHOENIX OIL HEATER is a division of ARIZONA BOILER COMPANY, INC. doing business since 1960. • Our PHOENIX OIL HEATER is the most efficient oil heater on the market today, which is why we mount a gage in the exhaust stack as well as at the hot oil outlet. We guarantee the stack temperature on our Phoenix, PX models, to not exceed the outgoing oil temperature by more than 100°F while on “high” fire. Low to mid-firing usually has a stack temp under 50°F over oil outlet temperature. • Heaters of 10 mil Btu/hr and less are made with double helical coils and do not need economizers at operating temperatures below 500°F. Larger heaters are single helical coil units with economizers. • As you shop oil heaters, be sure to ask the manufacturer for their “stack temperature guarantee.” • Efficiency is claimed by some manufacturers in excess of 80%, with some as high as 90%. Talk is cheap. We put our money where our mouth is. • We guarantee “Real Efficiency” demonstrated by LOW stack temperatures! • ASME CODE CONSTRUCTED • All Phoenix Oil Heater, PX model heaters, are designed and built according to Section I of the ASME code. Our minimum design gives the PX Heaters a minimum rupture pressure of 350 psi. • ASME stamping and National Board registration, are both optional on all PX model heaters. • Some manufacturers do not make ASME code heaters. If you don't need ASME stamping, we can save you money while still building a heater designed according to the ASME code. • Other oil heaters on the market are not pressure rated nor ASME stamped. • Some of the more popular oil heaters are not designed according to ASME at all. In fact they are not even designed for ANY pressure. An accidental pressure of 20-30 psi could cause one of these heaters to completely fail and dump hot oil all over the area. • Protect your investment: ORDER ASME CODE HEATERS • ENERGY SAVING • Like gas mileage in cars, efficient can vary greatly in oil heaters. But unlike cars, which are tested by the EPA, no independent government organization is testing oil heaters to determine their efficiency. Claims are easy to make. Proving OUR claims are easy, with stack temperatures and excess air measurements. • As you consider purchasing a new thermal oil heater, be sure and ask the manufacturer for their “Stack Temperature Guarantee.” • We installed a new Phoenix “High Efficiency” Hot Oil Heater here in our yard for testing. It was connected to two heat exchangers circulating water with a 7000 gallon water tank to carry off the heat from the heater. We installed one of the high efficiency Limpsfield burners with Autoflame controls. We had a big economizer on the heater and found that the heater was so efficient that we didn't need the economizer. There was not enough heat in the exhaust to try to recapture it. • At low to mid range, 25% to 50% firing rate, the stack temperature was 390°- 405°F, well below the outgoing oil temperature of 476°F. Actually only slightly above the “Return” oil temperature of 395°F. At 75-100% firing rate, it was still below outgoing oil temperature, only 50°F above return oil temperature. • Other manufacturers are claiming 85-90% efficiency for their oil heaters. In our humble opinion, that is physically impossible in anything other than a water heater operating below 140°F. They juggle the numbers and somehow come up with that fantasy. Efficiency is very simple. If a heater inputs 100 Btu of gas; 80 Btu goes into the oil and 20 Btu is lost up the stack (or lost thru radiant losses): That is 80% efficiency. • TRUE EFFICIENCY is measured by stack temp and excess air. • REAL EFFICIENCY, you can measure at the gas meter every month. • We have a brochure from a competitor in which they correctly state that efficiency all boils down to stack temperature in relation to outgoing oil temperature. They are proud of their stack temperature being 150°F over the oil temperature; on “low fire”. And this is with the oil temperature being only 375°F. At high fire, their heaters are typically 200-300°F over oil temperature. (According to their brochure) By my calculations, that relates to 65-70% efficiency. They claim 84% on low fire and 78% on high fire. Talk is cheap. Be sure and ask for a “Stack temp” guarantee. • The below pictures demonstrate our stack temperature in relation to the oil temperature. When firing at 76% firing rate with an outlet oil temperature of 476°F, return oil temp of 412°F, the stack temperature was 410°F. • We can guarantee the stack temperature to not be higher than 100°F over out going oil temperature when on “high fire”. At low to mid fire, the stack temperature will be below outgoing oil temperature. • We claim to have the most efficient oil heater on the market in North America. Give us the chance to prove it to you. True efficiency can be measure by comparing the stack temp with the outgoing oil temp.
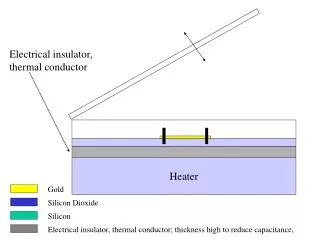
Double Helical Coils We start with double Helical coil design for three passes of the hot gasses over the coils. We don’t stop there. We add heat transfer fins that also serve to break up the smooth flow of hot gases over the tube coil surface. This creates a “scrubbing” action that forces more heat out of the hot gases and into the thermal oil. In heaters without the scrubbing fins, the hot gases will migrate to the lowest pressure area which happens to be the exhaust stack. Those hot gases must be forced to pass thru the lower areas of the coils.
Coils being put together Double helical coils being put together, with heatmizer fins. Also, notice the dimpling on the coil material. This breaks up the “smooth” flow of oil on the inside of the coil. This added turbulence further increases heat transfer efficiency.
Coils assembled in Heater Double helical coils installed in heater shell. Notice: No internal refractory needed. The two coils are put together in a such a way that all oil must pass thru both coils; not half the oil thru one and half the oil thru the other as some heaters do. This does create a little more pressure drop over the coil, but the large circulating pump is a small price to pay for the increased efficiency.
Assembled Heater Completed PHOENIX HOT OIL – High Efficiency Oil Heater with high efficiency Limpsfield burner. We can supply the heaters with or without expansion tanks and circ pumps.
Hi Efficiency Limpsfield Burner High efficiency Limpsfield burner. Clean burn with 2.4% excess O/2. Autoflame micro-modulation for precision tuning. No linkage to need lubrication or maintenance. The Limpsfield achieves complete combustion with less excess air and less travel space thru the heater. Both of these result in greater efficiency.
Setting Combustion on Limpsfield Burner. Testing Heater for Efficiency Setting up the Autoflame controls for precise calibration and modulation. Efficiency measured by excess air coupled with exhaust gas temperature.
HEATER CONTROL PANELAUTOFLAME CONTROL Autoflame Mk5 burner control, outgoing oil temp high temp cut-off, and stack temp for backup safety. Autoflame is the premier Precision burner control on the market today. We use only the best.
CONTROL PANEL WITHCOMB ANALYZER Pressure differential switch above the control panel to confirm that oil is flowing thru the heater. If not, the burner shuts down. Setting the air/fuel ratio for best efficiency with the combustion analyzer on the left.
Burner at 100% - 399F Oil Firing rate of 100% with outgoing oil temp at 399F. The high temp cut-out next to the Autoflame control reads 465F. The Autoflame is slower to change.
Combustion AnalyzerHigh Fire Actual combustion reading on high fire. O/2 at 2.3% equates to excess air of 12%. The efficient shown of 95.7% is gross efficiency. Net efficiency would be around 84%.
STACK HIGH TEMP PROTECTION SUPPLY OIL TEMPERATURE HOT OIL SUPPLY TEMP Outgoing oil temp- 465F - Stack temp reading 328F. This instrument is slower to react than the “In stack” thermometer. Actual stack temp at this time is 390F.
RETURN OIL TEMP Return Oil temp - 413F with outgoing oil at 465F and stack temp at 390F. This at over 50% firing rate is unheard of in the oil heater industry.
STACK TEMP – HI FIRE Actual Stack temp of 390F with hot oil temp at 465F. STACK TEMP 75’F BELOW OIL TEMP REAL EFFICIENCY YOU CAN MEASURE AT THE GAS METER
Efficiency = Stack Temp • HOME Page: • PHOENIX OIL HEATER is a division of ARIZONA BOILER COMPANY, INC. doing business since 1960. • In the 1990’s as fuel cost sky rocketed, we saw the need for a more efficient oil heater. Our PHOENIX OIL HEATER is the most efficient oil heater on the market today, which is why we mount a gage in the exhaust stack as well as at the hot oil outlet. We guarantee the stack temperature on our Phoenix, PX models, to not exceed the outgoing oil temperature by more than 100°F while on high fire. Low to mid-firing usually has a stack temp under 50°F over oil outlet temperature. • Heaters of 10 mil Btu/hr and less are made with double helical coils and do not need economizers at operating temperatures below 500°F. Larger heaters are single helical coil units with economizers. • As you shop oil heaters, be sure to ask the manufacturer for their “stack temperature guarantee.” • Efficiency is claimed by some manufacturers in excess of 80%, with some as high as 90%. Talk is cheap. We put our money where our mouth is. • We guarantee “Real Efficiency” demonstrated by LOW stack temperatures! • ASME CODE CONSTRUCTED • All Phoenix Oil Heater, PX model heaters, are designed and built according to Section I of the ASME code. Our minimum design gives the PX Heaters a minimum rupture pressure of 350 psi. • Other heaters on the market today are not designed for “any” pressure. They can rupture or burst with as little as 25 psi if pressure was accidentally applied. • ASME stamping and National Board registration, are both optional on all PX model heaters. • Some manufacturers do not make ASME code heaters. If you don't need ASME stamping, we can save you money while still building a heater designed according to the ASME code. • Other oil heaters on the market are not pressure rated nor ASME stamped. • Some of the more popular oil heaters are not design according to ASME at all. In fact they are not even designed for ANY pressure. An accidental pressure of 20-30 psi could cause one of these heaters to completely fail and dump hot oil all over the area. • Protect your investment: ORDER ASME CODE HEATERS • ENERGY SAVING Page: • Like gas mileage in cars, efficient can vary greatly in oil heaters. But unlike cars, which are tested by the EPA, no independent government organization is testing oil heaters to determine their efficiency. Claims are easy to make. Proving OUR claims are easy, with stack temperatures and excess air measurements. • As you consider purchasing a new thermal oil heater, be sure and ask the manufacturer for their “Stack Temperature Guarantee.” • We installed a new Phoenix “High Efficiency” Hot Oil Heater here in our yard for testing. It was connected to two heat exchangers circulating water with a 7000 gallon water tank to carry off the heat from the heater. We installed one of the high efficiency Limpsfield burners with Autoflame controls. We had a big economizer on the heater and found that the heater was so efficient that we didn't need the economizer. There was not enough heat in the exhaust to try to recapture it. • At low to mid range, 25% to 50% firing rate, the stack temperature was 405°F, well below the outgoing oil temperature of 476°F. Actually only slightly above the “Return” oil temperature of 395°F. At 75-100% firing rate, it was still below outgoing oil temperature, only 50°F above return oil temperature. • Other manufacturers are claiming 85-90% efficiency for their oil heaters. In our humble opinion, that is physically impossible in anything other than a water heater operating below 140°F. They juggle the numbers and somehow come up with that fantasy. Efficiency is very simple. If a heater inputs 100 Btu of gas; 80 Btu goes into the oil and 20 Btu is lost up the stack (or lost thru radiant losses): That is 80% efficiency. • There are old formulas, built into computer models, that take the excess air and the exhaust temperature Delta T (stack temperature minus the ambient temperature) into the “efficiency” equation. These formulas have been around for many years. They are the standards which guide us as we design and build our oil heaters. They are built into most Combustion Analyzers. • TRUE EFFICIENCY is measured by stack temp and excess air. • REAL EFFICIENCY, you can measure at the gas meter every month. • We have a brochure from CEI in which they correctly state that efficiency all boils down to stack temperature in relation to outgoing oil temperature. They are proud of their stack temperature being 150°F over the oil temperature on “low fire”. And this is with the oil temperature being only 375°F. At high fire, their heaters are typically 200-300°F over oil temperature. (According to their brochure) By my calculations, that relates to 65-70% efficiency. They claim 84% on low fire and 78% on high fire. Talk is cheap. Be sure and ask for a “Stack temp” guarantee. • We can send out a video showing our stack temperature in relation to the oil temperature. When firing at 76% firing rate with an outlet oil temperature of 476°F, return oil temp of 400°F, the stack temperature was 410°F. • Even better than that, we can guarantee the stack temperature to not be higher than 100°F over out going oil temperature when on “high fire”. At low to mid fire, the stack temperature will be below outgoing oil temperature. • In addition to “heater” efficiency, we offer the option of installing Limpsfield burners with Autoflame micro-modulation controls. These burners are quite simply the most efficient burners on the market, measured by the small amount of excess air required to achieve a complete mix of fuel and air, resulting in complete combustion in a shorter space inside the heater. This allows more time inside the heater to be transferring heat from the hot gases into the oil. Because of the quick-complete mix, the Limpsfield burner needs less excess air (or oxygen) to achieve a complete and clean burner. They guarantee a clean burn at 3% excess O/2, or 15% excess air. Typically we are able to achieve a clean burn (low CO) down to 2% O/2 – 10% excess air. Remember: Excess air just carries off valuable heat. • We claim to have the most efficient oil heater on the market in North America. Give us the chance to prove it to you.