Download
1 / 46
540 likes | 1.03k Views
ME 3180 - Mechanical Engineering Design . Stresses in Threads Lecture Notes. Stresses in Threads. When nut engages thread , theoretically all threads in engagement should share load In actuality, due to inaccuracies in thread spacing , first pair of threads takes virtually all load

E N D
ME 3180 - Mechanical Engineering Design Stresses in Threads Lecture Notes
Stresses in Threads • When nut engages thread, theoretically all threads in engagement should share load • In actuality, due to inaccuracies in thread spacing, first pair of threads takes virtually all load • Conservative approach for calculating bolt stresses is to assume worst case of one thread-pair taking entire load • Other extreme approach for calculating bolt stresses is to assume that all of engaged threads share load equally • Better compromise is to assume that true stress lies between these two extremes, but most likely is closer to one thread-pair assumption.
Stresses in Threads Cont’d • Power screws and fasteners for high-load applications are usually made of hardened high-strength steels. • Power screw nuts may also be of hardened material for strength and wear resistance. • Fastener nuts, on the other hand, are often made of soft materials, and thus, are typically weaker than screws (i.e. – regular fastener and nut). • This promotes local yielding in nut threads when fastener is tightened, which can improve thread fit and promote load sharing between threads. • Hardened nuts are used on hardened high-strength bolts.
Axial Stress • While power screw can see either tensile or compressive axial load, threaded fastener sees only axial tensile load • This equation can be used to compute axial tensile stress in screw. Eq. 14-2 • For power screws loaded in compression, possibility of column buckling must be investigated. Use screw’s minor diameter to compute slenderness ratio. • Slenderness ratio is factor that determines if column is short or long. • For short column, where is radius of gyration. • If it is short column, use its compressive yield strength as limiting stress (Page 200, Norton), if it is long column, then use buckling to perform failure analysis.
Shear Stress • Possible shear-failure mode involves stripping of threads: • Out of nut • Off of screw Possibility of either of these scenarios occurring depends on relative strengths of nut and screw materials • If nut material is weaker, it may strip its threads at its major diameter • If screw is weaker, it may strip its threads at its minor diameter • If both materials are of equal strength, assembly may strip along pitch diameter • In order to calculate stresses, we must assume some degree of load sharing among the threads
Shear Stress Cont’d • Since complete failure requires all threads to strip, all of threads can be considered to share load equally • This is good approach as long as nut or screw (or both) is ductile, allowing each thread to yield as assembly begins to fail • If both nut and screw are brittle (e.g., high-hardness steels or cast iron) and thread fit is poor • One can envision each thread taking entire load in turn until it fractures and passes job to the next thread. • The reality is again somewhere between these extremes.
Shear Stress Cont’d • Stripping-shear area for each screw thread is area of cylinder of its minor diameter dr: where p = thread pitch wi = factor that defines percentage of pitch occupied by metal at minor diameter (see Table 14-5) This area can be multiplied by number of threads in engagement based on designer’s judgment.
Shear Stress Cont’d • For nut stripping at its major diameter, shear area for one screw thread is: wo is the factor found in Table 14-5 • Shear stress for thread stripping is: • Minimum Nut Length – If the nut is long enough, the load required to strip the threads will exceed the load needed to fail the screw in tension. The equations for both modes of failure can be combined and a minimum nut length computed for any particular screw size. For any UNS/ISO threads or Acme threads of d ≤ 1in, a nut length of at least 0.5d will have a strip strength in excess of the screw’s tensile strength. For larger diameter ACME threads, strip-strength of nut with length ≥ 0.6d will exceed the screw’s tensile strength. These figures are valid only if the screw and nut are of the same material, which is usually the case. • Minimum Tapped-Hole Engagement – When a screw is threaded into a tapped hole rather than a nut, a longer thread engagement is needed. For same material combinations, a thread-engagement length at least equal to the nominal thread diameter d is recommended. For a steel screw in cast iron, brass or bronze, use 1.5d. For steel screws in aluminum, use 2d of minimum thread-engagement length.
Torsional Stress • Torsional stress will develop when: • Nut is tightened on screw • Torque is transmitted through power screw • Torque that twists screw is dependent on friction at screw-nut interface • If screw and nut are well lubricated, less of applied torque is transmitted to screw, and more is absorbed between nut and clamped surface • If nut is rusted to screw, all applied torque will twist screw, which is why rusty bolts usually shear even when you attempt to loosen nut • For power screw, if thrust collar has low friction, all applied torque at nut will create torsional stress in screw (since little torque is taken to ground through low-friction collar). • In order to accommodate worst case of high thread friction, use total applied torque in equation for torsional stress in round section (page 183, Norton) for this calculation: dr = minor diameter
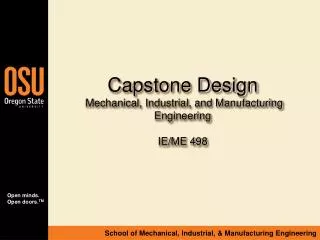
Types of Screws/Fasteners • Fastenerscan be classified in different ways: by their intended use, by thread type, by head style, and by their strength. • These fasteners are available in variety of materials including steel, stainless steel, aluminum, brass, bronze, and plastics. Classification by Intended Use Bolts and Machine screws: Same fastener may take on different name for particular application. • Bolt is fastener with head and straight threaded shank intended to be used with nut to clamp assembly together. See Fig 14-10a • However, same fastener is called machine screw or cap screw when it is threaded into tapped hole rather than used with nut. See Fig. 14-10b Studs: • Headless fastener, threaded on both ends and intended to be semi-permanently threaded into one-half of assembly. See Fig. 14-10c
FIGURE 14-10 Bolt and Nut, Machine Screw and Stud
Types of Screws/Fasteners Classification by Thread Type • All fasteners intended to make their own hole or make their own threads are called tapping screws, as in self-tapping, thread-forming, thread cutting, and self-drilling screws. See Fig. 14-11 • These are used in sheet metal or plastic Classification by Head Style Slotted Screw: • Many different types of head styles are made, including: straight-slot, cross-slot (Phillips), hexagonal, hexagonal socket and others. Head shape can be round, flat (recessed), filister, pan,etc. See Fig. 14-12 Socket-Head Cap Screw: • Typically made of high-strength, hardened steel, stainless steel or other metals, and are used extensively in machinery. See Fig. 14-13
FIGURE 14-13 Various Styles of Socket-Head Cap Screws Courtesy of Cordova Bolt Inc., Buena Park, Calif.
Nuts and Washers • Nuts: Please read up on nuts on pp 897 Norton. See Fig. 14-14, & Fig. 14-15 on next slide • Washers: • Plain washer is doughnut -shaped part that serves to increase area of contact between bolt head or nut and clamped part. See Fig. 10. • Hardened -steel washers are used where bolt compression load on clamped part needs to be distributed over larger area than bolt head or nut provides • Any plain washer also prevents marring of part surface by nut when it is tightened • Softer washer will yield in bending rather than effectively distribute load
FIGURE 14-14 Various Styles of Standard Nuts Courtesy of Cordova Bolt Inc., Buena Park, Calif., 90621
Nuts and Fasteners Cont’d • Lock Washers: • Help prevent spontaneous loosening of standard nuts (as opposed to lock nuts) • Can be used under nut of bolt or under head of machine screw. See Fig. 14-16 • SEMS: • Are combinations of nuts and captive lock washers that remain with nut • Their main advantage is to ensure that lock washer will not be left out at assembly or reassembly. See Fig. 14-17
FIGURE 14-16 Types of Lock Washers Courtesy of Cordova Bolt Inc., Buena Park, Calif., 90621
Bolts and Fasteners Strengths of Standard Bolts and Machine Screws • Bolts and screws are selected based on their proof strength Sp. • Proof strength is quotient of proof load and tensile-stress area • Proof Load Fp is maximum load (force) that bolt can withstand without acquiring permanent set. Preloaded Fastener in Tension • Primary application of bolts and nuts is to clamp parts together, such that applied loads put bolt(s) in tension. See Fig. 14-21 • Joints are preloaded by tightening bolts with sufficient torques to create tensile loads that approach their proof strengths.
Fasteners Cont’d • For statically loaded assemblies, preload that generates bolt stress as high as 90% of proof strength is sometimes used. • For dynamically loaded assemblies (fatigue loading) preload that generates bolt stress as high as 75% or more of proof strengths is commonly used. • If bolts are suitably sized for applied loads, these high preloads increase reliability of the bolts. • Reasons for this are subtle and require an understanding of how elasticities of bolts and clamped members interact when bolt is tightened and when external load is later applied. • Clamped members have spring constant . • Bolt, being elastic, will stretch when tightened.
Spring Constants of Bolt • Fig. 14.23 shows bolt clamping cylinder of known cross section and length. • We want to examine loads, deflections, and stresses in both bolt and cylinder under preload and after an external load is applied. • To examine above parameters, we must determine spring constants of bolt and members.
Spring Constants of Bolt Bolt: • For bolt of diameter d and axially loaded thread length lt within its clamped zone of length l as shown in Fig. 14-21, spring constant is 14.11a where: Ab is total cross-sectional area and At is tensile stressed area of bolt, and ls is length of unthreaded shank.
Spring Constants of Bolt Cont’d Table 8.7 (Shigley) Table 8.7 (Shigley) Bolts shorter than standard thread lengths are threaded as close to head as possible
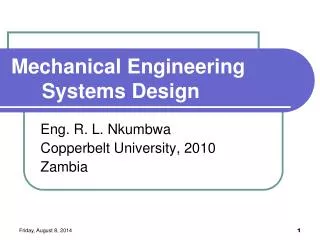
Determining Joint Stiffness Factor Cont’d • Fig. 14-30 shows results of finite element analysis (FEA) study of stress distribution in two-part joint-sandwich clamped together with single, preloaded bolt. • Stress distribution around bolt resembles truncated-cone (or cone-frusta) barrel shape, as shown in Fig. 14-30a.
FIGURE 17.19 Lines of equal compressive stress in joint. Bolt loaded to 100 kip. (Reprinted from [20], courtesy Marcel Dekker Inc.)
Spring Constants of Members(Cylindrical Model) Members: • For cylindrical material geometry shown in Fig. 14-23 (ignoring flanges), material spring constant becomes: 14.11b where: Am are effective areas of clamped materials and Deff are effective diameter of those areas 14.11c • If both clamped materials are same 14.11d • If Am can be defined as solid cylinder with effective diameter Deff equation 14.11d becomes
External Load on Bolted Connection Let us consider what happens when external tensile load P is applied to bolted connection in Fig. 14-23. Assume clamping force which we call preloadFi, has been correctly applied by tightening nut before P is applied. Fi = preload P = external tensile load Pb = portion of P taken by bolt Pm = portion of P taken by members Fb = Pb + Fi = resultant bolt load Fm = Fi - Pm = resultant load on members Fm < 0
External Load on Bolted Connection Cont’d These results are valid as long as some clamping load remains in the members. P = Pb + Pm 14.12a The load P causes connection to stretch, or elongate. 14.13b 14.13c Pb = CP, where C is called joint’s stiffness constant or joint constant. C is typically less than 1, and if Kb is small compared to Km, C will be small fraction. This confirms that bolt will see only portion of the applied load P.
External Load on Bolted Connection Cont’d Pm 0.8P. Also members can take even greater percentage of P, if grip is longer. See Table 8.12 (Shigley) 14.13d 14.14a 14.14b Load Po required to separate the joint can be found from equation 14.14a by setting Fm = 0. 14.14c Safety factor (or load factor) guarding against joint separation is 14.14d
External Load on Bolted Connection Cont’d Tensile stress in bolt can be found by dividing Fb = CP + Fi by At. section 8.9 in Shigley Limiting value of b is the proof strength Sp. Thus with introduction of load factor, above equation becomes: Any value of load factor (factor of safety), n 1, ensures that b Sp This implies that bolt will not fail.
External Load on Bolted Connection Cont’d From Shigley Fp = AtSp For other materials not in Tables 14.6 and 14.7, use Sp = 0.85Sy Where Sy is yield strength of that material.
FIGURE 14-19 Head Marks for SAE Bolts
FIGURE 14-20 Head Marks-Metric Bolts
Joints-MemberStiffness(Cone Frusta Model) • Both stiffness of members and fasteners must be known in order to learn what happens when assembled connection is subjected to external tensile loading. • More than two members could be included in grip of fastener. All together these act like compressive springs in series, and hence total spring rate of members is (Equ.8-18 Shigley) • If one of members is soft gasket, its stiffness relative to other members is usually so small that for all practical purposes others can be neglected and only gasket stiffness is used.
Joints-Member Stiffness (cont.) • Figure 8-15 illustrates general cone geometry using half-apex angle α. Angle α = 45° has been used, but Little reports that this overestimates clamping stiffness. In this book we shall use α = 30° except in cases in which material is insufficient to allow frusta to exit. 3 • Thus spring rate or stiffness of this frustum is (8-19)
Joints-Member Stiffness (cont.) With α = 30°, this becomes (8-20) • Equations (8-20), or (8-19), must be solved separately for each frustum in the joint. Then individual stiffnesses are assembled to obtain • using Eq.(8-18). • If members of joint have same Young’s modulus E with symmetrical frusta back to back, then they act as two identical springs in series. From Eq.(8-18) we learn that . Using grip as l=2t and as diameter of washer face, we find spring rate of members to be (8-21)
Joints-Member Stiffness (cont.) • Diameter of washer face is about 50 percent greater than fastener diameter for standard hexagon-head bolts and cap screws. Thus we can simplify Eq.(8-21) by letting . If we also use α = 30°, the Eq.(8-21) can be written as (8-22)