Download
1 / 12
120 likes | 343 Views
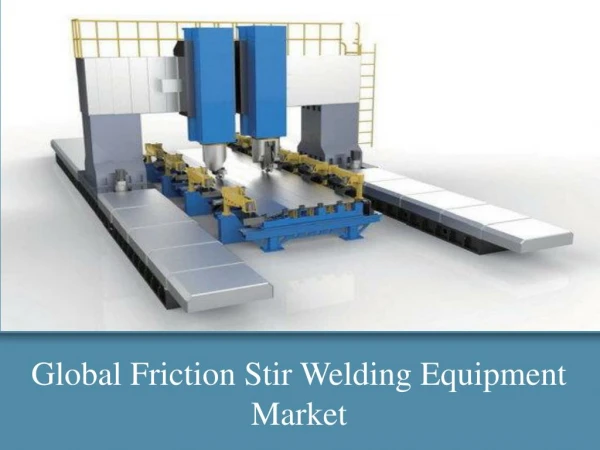
Heat Loss Through the Tool in Friction stir welding. Ashley Lavin Ken Ross. Downward force maintains pressure. Rotating tool creates friction and applies pressure. Direction of tool translation. Pin. How Friction Stir Welding (FSW) Works. Purpose.

E N D
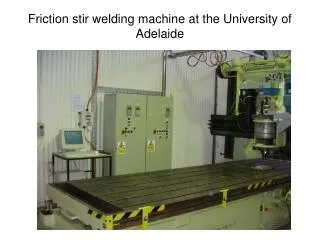
Heat Loss Through the Tool in Friction stir welding Ashley Lavin Ken Ross
Downward force maintains pressure Rotating tool creates friction and applies pressure Direction of tool translation Pin How Friction Stir Welding (FSW)Works
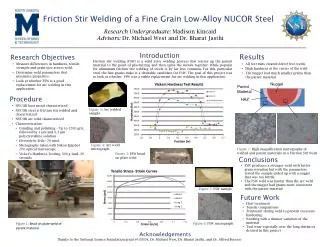
Purpose • Determine the effect of tool material on the heat lost during FSW through the tool
Materials • Tools with identical geometries were made from the following materials. Shafts are painted black to create a constant emissivity for the tool surface • Tungsten k = 84.02 • H-13 Tool Steel k= 28.6 • Nickel Alloy (ALGxN) k=11.8
Procedure • Perform a weld using each of the tools at the same traverse and rotational speed and record the following • Record temperature of the tool at the top and bottom of the shaft using ThermaCam • Record power input into the weld • Calculate the fraction of the total power lost to heat transfer through the tool using each material
Tool ThermaCam Workpiece Setup
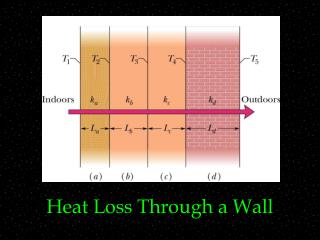
Analysis T1 L T2 • Nomenclature • k= thermal conductivity W/mK • L= Length (m) • T= temperature (Celsius) • RPM= rotation per minute • M=Torque (Nm)
Results Tungsten H-13 NLGxN Qloss = 217.17 W 60.62 W 22.87W Qloss/Qtotal 10.0% 3.24% 0.85% Where Qloss/Qtotal is percent of the total heat input into the weld lost though the tool
Conclusion • The ratio of heat lost through the tool correlates to the thermal conductivity of the tool material