Download
1 / 46
520 likes | 843 Views
Styrene Based Polymers (Styrenics). Introduction of polystyrene Monomer preparation Polymerization - Mass polymerization - Suspension polymerization - Solution polymerization Available grades Properties related to structure General properties Processing behaviour

E N D
Styrene Based Polymers (Styrenics) Introduction of polystyrene Monomer preparation Polymerization - Mass polymerization - Suspension polymerization - Solution polymerization Available grades Properties related to structure General properties Processing behaviour Processing techniques Applications
High impact Polystyrene (HIPS) Introduction General properties Applications Acrylonitrile butadiene styrene (ABS) Introduction Preparation of ABS Properties of ABS Processing behaviour Processing techniques Applications Styrene acrylonitile (SAN) Introduction Properties of SAN Applications
Polystyrene Introduction Polystyrene was first produced commercially by Dow chemical company in 1937. Polystyrene was first initially used for its excellent dielectric and optical properties.
Monomer Preparation Styrene is produced from the ethyl-benzene by a process of dehydrogenation at 630°C.
Styrene at room temperature is a liquid with boiling point at 145.2°C. • Like many aromatic compounds, it has pleasant smell in pure form but looses the same due to traces of ketones and aldehydes if allowed to oxidize by exposure to air. • It is a solvent for polystyrene and many synthetic rubbers, including SBR, but has only a very limited mutual solubility in water. • It has a strong tendency to polymerize on heating or on exposure to UV light.
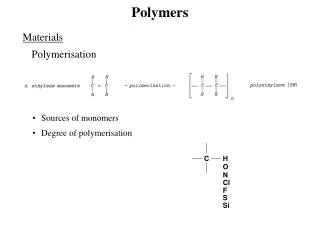
Polymerization Polymerization methods • Mass • Suspension • Solution
Mass Polymerization (Tower Process) • Styrene is pre-polymerized by heating (without initiators) at 80°C for two days in pre-polymerization kettle. • Monomer-polymer mixture is then run into a tower which is fitted with heating and cooling jackets and the top of the tower is maintained at temperature of 110°C, the temperature of about 150°C in between and bottom temperature at 180°C. • High temperature at bottom ensures a high conversion. • Base of the tower forms the hopper of an extruder from which melt emerges as filament which are cooled, disintegrated and packed.
Solution Polymerization • Styrene and solvent are blended together and pumped through number of reactors with different heating zones. • From the last reactor the polymer is run into devolitilising vessel. • At a temperature of 225°C, the solvent and the polymer are removed, condensed and polymer is fed into extruder units, extruded as filaments, granulated, and stored. • Polymerization in solution reduces the exotherm but may lead to problem of solvent recovery and solvent hazards.
Suspension Polymerization • In this process the monomer is suspended in droplets. • The reaction is initiated by monomer soluble initiators such as Benzoyl peroxide. • It is necessary to coat the droplets effectively with some suspension agents e.g. Poly (vinyl alcohol),talc to prevent them cohering. • The resulting particle size depends on the quantity of suspension agent and speed of agitation. • Following polymerization, unreacted monomer may be removed by steam distillation andthe polymer is washed and dried.
Structure Property Relationship • PS is linear hydrocarbon polymer. • Due to steric hindrance of benzene ring causing stiffening effect, the Tg. of commercial polymer is 90° to 110°C. Consequence of this Tg value and amorphous nature of material make it hard and transparent at room temperature. • It is soluble in benzene, styrene, toluene. The presence of benzene ring in polystyrene having greater reactivity than Polyethylene. • Due to phenyl group Polystyrene is having limited chemical resistance.
General properties of PS General properties of Polystyrene are, Hard, rigid and transparent thermoplastic. Low cost, good mouldability. Low water absorption, good dimensional stability. Good electrical insulation properties, colourability. Incorporation of 1% of saturated aliphatic amines, cyclic amines or aminoalcohols has been found to improve greatly the resistance to weathering. It is brittle in nature. It is enable to withstand the temperature of boiling water. It is having mediocre oil resistance.
Processing Considerations Unmodified grades have negligible water absorption. Specific heat of PS is less, therefore higher plasticizing capacity machines should be used. Melts have good stability at processing temperatures. Generally no need to purge while shutting down. Recycling percentage should not be more than 15-20% in injection moulding. Due to amorphous innature, polymer gives low mould shrinkage. Polystyrene melts are of medium viscosity but highly pseudo plastic.
Processing Techniques Injection Moulding • Plastic temperature in the process range from 200° C to 250°C for GPPS and 180° to 250°C for HIPS grades. • Injection pressures are of 30 to 275 MPa depends on the grade of the material. • Typical mould temperature is 10-80°C.
Extrusion • Typical extrusion conditions Temperature profile 150-200°C Recommended screw L/D ratio 25:1 to 30:1 Recommended compression ratio 2:1 to 3:1
Grading of Polystyrene General purpose polystyrene (GPPS) Good balance is maintained to have good heat resistance, reasonably high setting-up temperature, good flow properties and moderate impact strength. High molecular weight polystyrene (HMPS) HMPS gives impact strength without the loss of clarity. Heat resistant grade By reducing monomer content from 5% to 0%, softening point may raised from 70°C to 100°C. Easy flow grade It can be obtained by using low molecular material, by using internal lubricant , by using external lubricant and by controlling size and shape of granules.
Trade names Supreme, India – Suprene Dow Chemical, US – Pelaspan Arco chemical , US – Dylene Kanegafuchi chemical, Japan - Kanelite
Expanded Polystyrene • Bead (Suspension )Polymerization is generally used for manufacturing expanded polystyrene. • Blowing agents may be incorporated before polymerization or used to impregnate the bead under heat and pressure in a post-polymerization operation. • The impregnated beads may then be processed by two basically different techniques. • Steam moulding process. • Direct injection moulding or extrusion. • The beads can be expanded to about 40 times their previous size with densities as low as 16 kg / cm3.
Applications of PS Household Items like power boxes, combs, toys, bangles, decorative gift articles, ball pen, water jug, mugs, plates, trays, racks, boxes, jar, etc. Automobile In automobile industries automatic parts like reflector, doom lights, display signs and automotive penal covers. Electrical/Electronics Many electrical and electronic items like light diffusers battery cases, electrical coil forms,TV and transistor cabinets, refrigerator, door and body liners, floppy storage boxes.
Medical Medical applications like disposable syringe. Packaging Thin walled packaging, containers, disposable transparent containers, bottles, utility boxes, packaging of fish, bottle caps. Industrial Battery cases, filling cabinets, quick dry emulsion paints, blade dispenser, foot rules and lay flat produce boxes. Building Bathroom accessories like toilet seats, Flooring & ceiling channels and profiles, wall tiles, towel racks, window envelop and building
Applications PS Room Partitioner PS Bathroom cell PS Door fittings CD cover
High Impact Polystyrene (HIPS) • HIPS is manufactured by dissolving unsaturated rubber in styrene monomer and polymerizing the monomer in a solution or mass-suspension process. • The rubber is generally polybutadiene. • In this process the resultant blend will contain not only rubber and polystyrene but also a graft polymer where short styrene side chains have been attached to the rubber molecules and this enhances the impact strength. • The rubber content in solution polymerization can go up to 14% by weight. • HIPS obtained by this process are having impact strength 7 times greater than GPPS.
General Properties Good dimensional stability even at low temperature and high impact strength than the general purpose polystyrene. Good toughness, ease of processing, higher resistance to stress cracking. High elongation at break, less resistance to ageing than GPPS. Lower hardness and rigidity than GPPS and dissolved by alcohols, ketones, ethers etc.
Processing of HIPS Thermoforming • HIPS is one of the major thermoforming materials. Solid sheet of HIPS is extruded and shaped by a variety of forming methods. • The most common method is in-line vacuum forming. • In this process, vacuum is drawn between sheet and mold or pressure is applied to the mold plug while air is drawn out from the space the sheet and mold. • Typical forming temperature range is around 130° to 180°C and temperature at which forming may be removed from the mould is at 85°C.
Applications of HIPS Household HIPS is used in jugs, dishes, beakers, butter dishes, hair brushes, pens, disposable cups, air cooler body. Packaging Venting and portion cup lid, plates and bowls, dairy containers. Industrial Helmets, textile and marine parts, neck pieces for pen, air coolers, rotary drums, machine housing . Electrical and Electronics Portable TV cabinets, transistor cabinets, knobs and lining, air conditioner and air cooler front grills, television cabinets, PCB covers.
Applications HIPS Instrument body HIPS Solid shape HIPS Television Cabinet HIPS Floppy Storage Box
Acrylonitrile Butadiene Styrene (ABS) Copolymer These materials are complex blends and copolymers of Acrylonitrile, butadiene and styrene. In most types, Acrylonitrile and styrene are grafted onto a polybutadiene backbone. The product also contain unreacted polybutadiene and some acrylonitrile styrene copolymer. The reasons for its widespread acceptance are high impact resistance, good stiffness, excellent surface quality, high dimensional stability at elevated temperatures. Its main disadvantages are lack of transparency, poor weathering resistance, poor flame resistance.
ABS Preparation Styrene and Acrylonitrile are added to polybutadiene latex and the mixture is warmed to about 50°C to allow absorption of the monomers. Water soluble initiator is added to polymerize styrene and Acrylonitrile. The resultant materials will be a mixture of Polybutadiene, polybutadiene grafted with Acrylonitrile and Styrene, and Styrene-Acrylonitrile copolymer.
General Properties Chemical and Solvent resistance Generally resistant to alkalis and acids but not concentrated oxidizing acids. Dissolved by many aromatic and chlorinated hydrocarbons, esters and ketones. Maximum Service temperature UL temperature index 60-75°C. Alloy with Polycarbonate may be as high as 95°C. Flammability Standard grades are considered as slow burning and usually meet the UL HB requirement. The material burns with a smoky yellow flame emitting a pungent gas.
Processing Considerations May absorb upto 0.3% moisture and therefore must be stored under dry condition. Greater tendency to degradation than PS during processing so important not to overheat. Avoid too high screw speed and back pressure during moulding. Generally less free flowing than PS particularly with heat resistance grades. Being an amorphous, the materials have a low moulding shrinkage.
Processing Techniques Injection Moulding Typical Injection Moulding conditions Recommended melt temperatures 220-280 °C. Typical mould temperature is 40–90 °C. Injection pressures of 69-138 MPa. L/D ratio is 20:1 and Compression ratio of 2:1 to 3:1.
Extrusion Typical extrusion conditions Melt temperatures 205-250 °C. Temperature profile 192-250°C. Recommended screw L/D ratio 20:1 to 36:1. Recommended Compression ratio 2.5:1 to 3:1.
Thermoforming ABS can be thermoformed over a temperature range of 130 to 190°C. The optimum conditions depend on material grade,part design, draw ratio, sheet thickness and forming technique.
Electroplating ABS is the best material for electroplating. The polymer is treated by an acid etching process which dissolves out some of the rubber particles at or near the polymer surface. After sensitization and activation electroless metal deposition processes are carried out .
Trade names GE, India - Cycolac Bhansali polymers , India - Abstron Kanegafuchi chemical, Japan - Kane Ace Bayer , DE - Novodur Polychemical co, Taiwan - Polylac
Applications of ABS Automobile Radiator grills, head light housing, seat belt, head lamp fixtures, door knobs, two wheeler front noise, water panel, helmet, electroplated parts, mirror housing and wheel covers. In the vehicle construction industry. Agriculture Drinking water system, water vent systems and irrigation systems.
Household Plumbing fixtures, table edging, sliding doors, window trucks, refrigerators liners, refrigerator door handles, pipe fittings, ventilator system components, picnic boxes, food processors, coffee maker leads, microwave oven tops. Medical IV fluid monitoring controllers, blood glucose meter, surgical clips, emergency intravenous infusion pump, scanner body, ECG / EEG body frames, cabinets for medical kit, breathing exerciser.
Applications ABS Car Dashboard ABS car interiors ABS Car bumper ABS meter box
Blends of ABS ABS/PC Increase in HDT up to 130°C. ABS/PVC (80:20) Fire retarding ABS type material. ABS/PVC (10:90) Impact modified form of unplasticised PVC. ABS/Acrylic material A reasonable transparent ABS-type polymer.
Styrene Acrylonitrile Copolymer (SAN) SAN is a copolymer of styrene and acrylonitrile.
The main features of SAN are, • Excellent dimensional stability. • Very good tensile and flexural strength. • Good abrasion resistance and impact strength. • High chemical resistance, better resistance to stress cracking and crazing. • Resistance to water, acid and alkalis is greater than PS.
Grading of SAN - UV stabilized grade - Antistatic grade - Glass reinforced grade
Applications SAN cassette casing SAN speedometer cover