Download
1 / 15
150 likes | 397 Views
Principle of the process Structure Process modeling Defects Design For Manufacturing (DFM) Process variation. Metal forming. Drawing. Bulk Drawing: Engineering Analysis. 1. Introduction.

E N D
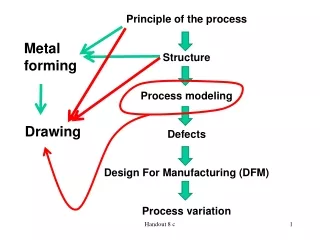
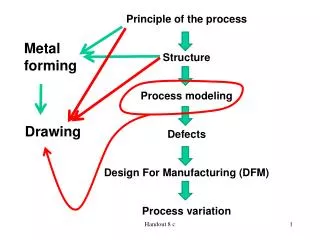
Principle of the process Structure Process modeling Defects Design For Manufacturing (DFM) Process variation Metal forming Drawing Handout 8 c
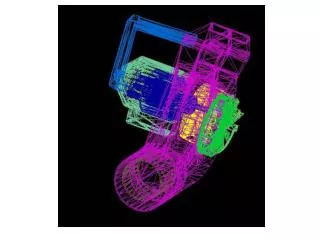
Bulk Drawing: Engineering Analysis 1. Introduction In the bulk deformation processes, drawing is an operation in which the cross section of a bar, rod, or wire is reduced by pulling it through a die opening, as shown in Figure 1. Handout 8 c
Extrusion Drawing Has pushing force Has pulling force Figure 1 here Handout 8 c
Bulk Drawing: Engineering Analysis 2. Objectives of the Analysis Rolling process Drawing process Torque (force) Power Velocity (productivity) Max draft Pulling force Power Pulling velocity Max draft Handout 8 c
3. Mechanics Phenomenon There is a tensile stress due to pulling force, but compression still plays a significant role since the metal is squeezed down as it passes through the die opening. Handout 8 c
r=(A0-Af)/A0 4. Parameters r: area reduction A0: initial area of work Af: final area d=D0-Df, draft Drawing stress Contact length Die angle Friction between work and die Force Handout 8 c
Accounts for inhomogeneous deformation 5. Drawing stress, drawing force, power Handout 8 c
5. Drawing stress, drawing force, power Handout 8 c
- If done, as Reduction , draw stress also Allowable power Yield stress 6. Limit of Drawing Maximum power < Allowable power of a drive system If not, material goes into plastic region & no “drawing” occurs, just “elongation” Maximum stress < Yield stress Entire reduction not done in a single pass (done in steps) Handout 8 c
6. Finding Max draw stress & Max reduction (1 pass) Assumption: no friction, no strain hardening (n=0), no redundant work (perfectly plastic) Max. draw stress = Yield Strength Also, because (n=0) Handout 8 c
Example Wire stock of initial diameter = 0.125 in. is drawn through two dies each providing a 0.20 area reduction. The staring metal has a strength coefficient = 40,000 lb/in.2 and a strain hardening exponent =0.15. Each die has an entrance angle of 12o, and the coefficient of friction at the work-die interface is estimated to be 0.10. The motors driving the capstans at the die exists can each deliver 1.50 hp at 90% efficiency. Determine the maximum possible speed of the wire as it exits the second die. Handout 8 c
From this calculation, the velocity of the second die is the limiting velocity. That is to say, the velocity of the whole system should take 3.47 ft /s. As a result, • the first operation would have to be operated at well below its maximum possible speed; or • the second draw die could be powered by a higher horsepower motor; or • the reductions to achieve the two stages would be reallocated to achieve a higher reduction in the first drawing operation. Handout 8 c