Download
1 / 46
660 likes | 2.28k Views
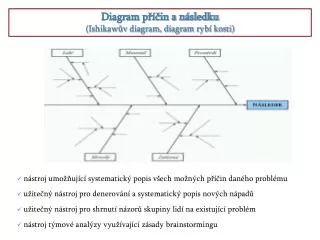
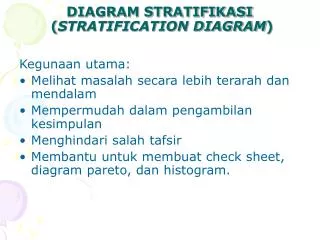
DIAGRAM STRATIFIKASI ( STRATIFICATION DIAGRAM ). Kegunaan utama: Melihat masalah secara lebih terarah dan mendalam Mempermudah dalam pengambilan kesimpulan Menghindari salah tafsir Membantu untuk membuat check sheet, diagram pareto, dan histogram. Contoh lain :

E N D
DIAGRAM STRATIFIKASI (STRATIFICATION DIAGRAM) Kegunaan utama: • Melihat masalah secara lebih terarah dan mendalam • Mempermudah dalam pengambilan kesimpulan • Menghindari salah tafsir • Membantu untuk membuat check sheet, diagram pareto, dan histogram.
Contoh lain : • Jumlah hasil produksi : 48 buah • Jumlah hari kerja : 8 hari • Jumlah produksi cacat : 21 buah • Jumlah operator 6 orang : A B C D E F • Sistem kerja : 2 shift (I & II) • Jumlah mesin : 3 unit (1,2,3) • Perincian data di masukkan di dalam tabel menunjukkan hal-hal sebagai berikut :
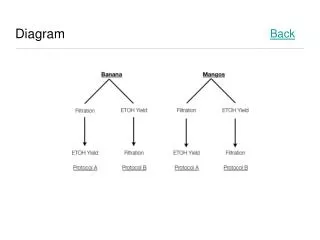
Data setelah stratifikasi berdasarkan mesin Data setelah distratifikasi berdasarkan operator
Tabel 4. Data setelah stratifikasi berdasarkan shift Kesimpulan: sumber dari kerusakan produk yaitu : Mesin II dan operator B.
LEMBAR PERIKSA (CHECK SHEET) • Lembar periksa adalah suatu alat sederhana yang digunakan untuk mencatat dan mengklasifikasi data yang telah diamati. • Tujuan : • Memudahkan proses pengumpulan data terutama untuk mengetahui bagaimana sesuatu masalah sering terjadi. • Memilah data ke dalam kategori yang berbeda seperti penyebab-penyebab, masalah-masalah dan lain-lain. • Menyusun data secara otomatis, sehingga data itu dapat dipergunakan dengan mudah. • Memisahkan antara opini dan fakta.
LANGKAH 1 : Memperjelas sasaran pengukuran anda LANGKAH 2 : Mengidentifikasikan apa yang akan diukur LANGKAH 3 : Menentukan waktu atau tempat yang akan diukur LANGKAH 4 : Mengumpulkan data LANGKAH 5 : Menjumlahkan data
Langkah 1 : Memperjelas sasaran pengukuran Apa masalahnya? Mengapa data harus dikumpulkan? Siapa yang akan menggunakan informasi yang dikumpulkan dan informasi yang sebenarnya mereka inginkan? Siapa yang mengumpulkan data? Langkah 2 : Mengidentifikasikan apa yang akan diukur Judul : Keluhan pelanggan bulan juni kategori : pengiriman terlambat, pengemudi yang kasar, penagihan yang tidak sesuai, dll.
Langkah 3: Menentukan Waktu Atau Tempat Yang Akan Diukur Informasi berdasarkan waktu dan / tempat. Langkah 4: Mengumpulkan Data Catat setiap peristiwa langsung pada lembar periksa. Dilarang : menunda mencatat informasi hingga akhir hari atau hingga beristirahat, dikhawatirkan lupa. Langkah 5: Menjumlahkan Data Menjumlahkan semua kejadian (misalnya, berapa banyak terlambat mengirim minggu ini, berapa banyak penagihan yang tidak sesuai, dll)
Menentukan langkah selanjutnya metode penafsiran Membuat keputusan berdasarkan fakta. Melanjutkan mengumpulkan data untuk membuktikan temuan awal dan mengevaluasi setiap perubahan Kesimpulan : manager operasi merasa yakin bahwa besar keluhan pelanggan adalah mengenai kesalahan penagihan.
HISTOGRAM • Gambar yang menunjukkan : • distribusi dari pengukuran, dan • frekuensi dari setiap pengukuran. • Histogram dapat dipergunakan sebagai alat • untuk : • mengkomunikasikan informasi tentang variasi dalam proses • membantu menajemen dalam membuat keputusan yang berfokus pada usaha perbaikan terus menerus • .
Histogram adalah suatu alat yang meringkas grafik data yang membolehkan kita untuk : • mengelompokkan pengamatan data di dalam sel, atau mengdefinisikan kembali kategori, dalam order untuk menutupi lokasi data dan karakteristik dispersi • mampu memperkirakan kapabilitas proses dan menghubungkan spesifikasi dengan target, • memperkirakan bentuk populasi dan menandakan jika ada beberapa gap dalam data. • (4) memeriksa mutu suatu proses atau pekerjaan
Pembuatan histogram adalah sebagai berikut : • Carilah data sebanyak N, dimana N sebaiknya lebih dari 50 data. • Buat tabel data untuk mencari nilai terbesar (L) dan nilai terkecil (S) dari seluruh data. • Hitung besarnya batas antara/range (R) : R = L – S • Hitung lebar kelas interval (C) C= Batas antara (R) Jumlah Kelas (K)
Jumlah C dapat dibulatkan atau disesuaikan dengan ketelitian data.
Mencari batas kelas • Tentukan unit batas kelas = C/2 • Maka batas kelas pertama = S –C/2 dan S + C/2 • Batas kelas kedua dan selanjutnya didapat dengan menambahkan harga C. Untuk menghindari sebuah data berada didalam dua kelas, buatlah ketelitian batas kelas menjadi satu desimal diatas ketelitian data di atas.
Atau bisa juga tetap menggunakan tingkat ketelitian yang sama, tetapi menaikkan sedikit batas kelas diatasnya. Hitung harga tengah (T) dari masing-masing kelas. Masukkan dan hitung data pada setiap kelas dengan cara hitung lidi. Hitung jumlah data pada setiap kelas (f) dengan menghitung jumlah lidi
Tentukan koefisiensi letak (µ) untuk masing-masing kelas sebagai berikut : Ambil salah satu kelas, biasanya yang ditengah dimana harga µ = 0 Harga µ untuk kelas yang lebih kecil, berturut-turut : -1,-2, -3 ............. Harga µ untuk kelas yang lebih besar, berturut-turut : +1, +2, +3 ............. Hitung harga f, µ untuk setiap kelas Hitung harga f, µ2 untuk setiap kelas
Hitung harga rata-rata (X), yaitu : X = Tµ=0 + ( ∑ f. µ/N x C ) : Hitung pula harga standar deviasi (Sd) yaitu Sd = C ∑ f. µ 2/N - (∑ f. µ /N) 2 Buat gambar Histogram: sumbu tegak : jumlah data masing-masing kelas (f) & sumbu datar : batas masing-masing.
4. Analisa Histogram Lakukan analisa Histogram yang telah ada/dibuat dengan memperhatikan hal-hal berikut ini : • Seluruh data/kelas seharusnya berada dalam batas spesifikasi. • Harga rata-rata dari data seharusnya mendekati harga tengah dari batas spesifikasi. • Harga standar deviasi sesudah perbaikan mutu seharusnya lebih kecil sari sebelumnya. • Semakin tercapai ketiga hal tersebut diatas berarti semakin baik mutu yang diperiksa.
XX • Analisa Histogram • Lakukan analisa Histogram yang telah ada/dibuat dengan memperhatikan hal-hal berikut ini : • Seluruh data/kelas seharusnya berada dalam batas spesifikasi. • Harga rata-rata dari data seharusnya mendekati harga tengah dari batas spesifikasi. • Harga standar deviasi sesudah perbaikan mutu seharusnya lebih kecil dari sebelumnya. • Semakin tercapai ketiga hal tersebut diatas berarti semakin baik mutu yang diperiksa.
CONTOH Suatu analisa mutu berat bahan yang diangkut dengan belt conveyor dari intake ke pabrik Langkah 1 : Dikumpulkan data sebanyak 100 buah Langkah 2: Buat tabel data untuk mencari harga L (terbesar) dan harga S (terkecil)
L = 900 S = 700 Langkah 3 :R = L-S = 900 – 700 = 200 Langkah 4 : Diambil K = 10, maka Langkah 5 : Unit batas kelas Unit kelas I = 700 – 10 dan 700 + 10 = 690 dan 710 Atau dapat pula dibuat menjadi : Kelas I : 690 - 710 Kelas II : 711 – 730 Kelas III : 731 – 750 : dan seterusnya Langkah 6-12 : Buat tabel dan hitung masing-masing langkah sehingga sebagai berikut :
N = 100 X = 793,7 S = 52,8 X batasan7 15 15 12 12 9 9 7 7 7 6 3 Batas Kelas • Langkah 13 : Buat gambar Histogram lengkap dengan harga X dan batas spesifikasi, dimana batas spesifikasinya diambil = 730-770 • Dari Histogram tersebut tampak • 13 data berada dibawah batas spesifikasi • 21 data berada dudalam batas spesifikasi • 66 data berada diatas batas spesifikasi 15 14 13 12 11 10 9 8 7 6 8 4 3 2 1 1 690,5 770,5 730,5 750,5 770,5 790,5 810,5 830,5 850,5 870,5 890,5 910,5
BAGAN KENDALI MUTU (CONTROL CHARTS) • BKM atau Control Chart dikenal dengan istilah Statistical Quality Control (SQC) atau Statistical Process Control (SPC). • BKM didasari oleh peluang dan statistik ( Kolarik, 1995), Ishikawa, 1989, Leitnaker, et al, 1996 dan Vincent, 1998)
KEGUNAAN BKM (Vincent, 1998) • Menentukan apakah proses berada dalam pengendalian statistik. • Memantau terus menerus sepanjang waktu agar proses tetap stabil secara statistikal dan hanya mengandung variasi penyebab umum. • Menentukan kemampuan proses (proses capability)
4 LANGKAH MEMBUAT BKM • Menentukan apa yang diukur • Mengumpulkan data • Memetakan data • Menghitung batas-batas kendali
BAGAN KENDALI X DAN R • BKM merupakan peragaan grafik suatu karakteristik kualitas yang telah diukur atau dihitung dari contoh terhadap nomor atau waktu • BKM x dan r merupakan bentuk dasar dari SPC grafik x dan r dapat digunakan untuk berbagai kategori pengukuran.
Batas pengendali atas Garis tengah Batas pengendali bawah Nomor Contoh atau Waktu Karakteristik kualitas Gambar 3. Bentuk dasar BKM (Montgomery, 1991) Dengan rumusan : BPA = w + kw Garis Tengah = w BPB = w - kw Dimana: w = garis tengah w. k = jarak batas-batas pengendali dari garis tengah yang dinyatakan dalam unit deviasi standar. w = deviasi standar w.
Langkah membuat bagan X-R • Kumpulkan data (biasanya lebih dari 100) • Bagi data tsb ke beberapa sub grup. Sub grup berdasarkan lot yang diambil contohnya. 1 sub grup: 2-5 data. • Notasi n = data dalam msg2 sub grup. k= jumlah sub grup • Tabelkan data, cari rata-rata (x) dan range (r) tiap sub grup • Hitung rata-rata total (X) • Hitung rata-rata R • Hitung batas pengendalian • Gambarlah rangka bagan kendali • Gambarkan titik-titik X dan R
Koefisien dalam membuat bagan X-R Bagan R BPA = D4 X R BPB = D3 X R Bagan X BPA = X + A2R BPB = X – A2R
Tabel . Rumusan untuk grafik x dan R* *Montgomery (1991), Besterfield (1990), Hutchins ( 1991), dan Leitnaker et Keterangan : x-bar = rataan x-bar-bar = rataan total R = Range A2 = Nilai konstan yang diperoleh dari 3/(d2n) d2 = Rataan variabel random mean d3 = Rataan variabel random range D3 = 1 - 3(d3/d2) D4 = 1 + 3(d3/d2)
Pelarian 2 & 5 • Bila titik cenderung terletak pada satu sisi saja dari garis median, bila pergeseran atau pelarian mempunyai 7 titik 2 atau 8 titik 3 atau bila 10 keluar dari 11 titik. • 2 dari 3 titik berada pada sisi garis yang sama dari garis pusat, keduanya mempunyai jarak melebihi 2 sigma dari garis pusat.3&4 • 4 dari lima titik berada pada garis yang sama dari garis pusat dan semuanya mempunyai jarak melebihi 1 sigma dari garis pusat.3&4