Download
1 / 18
190 likes | 328 Views
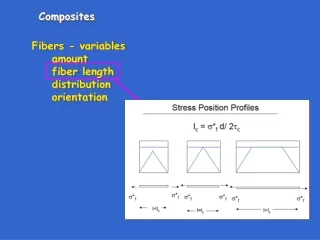
Composites Capability. August 11, 2005 ME Supervisors Meeting E. Anderssen, LBNL N. Hartman, CA Smith, LBNL. What have we done?. In 2000 we proposed to management the perceived need

E N D
Composites Capability August 11, 2005 ME Supervisors Meeting E. Anderssen, LBNL N. Hartman, CA Smith, LBNL
What have we done? • In 2000 we proposed to management the perceived need • Scope was largely based on ATLAS, with view towards future, larger projects, as well as (hopeful) expansion into current programs • Joint proposal between Physics and Engineering with some Project support • Bootstrap approach using excess equipment in addition to certain key purchases and space allocation • We first approached Industry and Sister Labs to understand where to fit in • LLNL had a composites shop, but it was no longer programmatic—equipment languished, and personnel were re-assigned or retiring • Local Aerospace firms approached regarding use of equipment/expertise • Effort made clear that what we needed to develop in house • In ’01 and ’02 we began acquiring and installing equipment • Purchased state-of-the-art Autoclave and Walk-in freezer • Acquired Ovens, Presses, and a Filament Winder from LLNL (mostly in storage) • Purchased on project funds Automated Ply Cutter • All operational FY’03 • Trained Staff in use of Equipment, and in Composite Fabrication • Mostly Assembly Staff assigned to ATLAS, but additional trained while on SBA • Engineering Staff on ATLAS and numerous students were integral to this • Fabrication Production Processes up and running continuously from Summer ’03 until Jan ’05 • Autoclave cycles averaged 3 per week for much of this period—sometimes every day • Ply Cutter saved 9.5-man months labor, and Improved Part Quality • ATLAS Composite Deliverables Completed JAN ‘05 E. Anderssen LBNL
Why Did we Do it? • Prototyping in composite design is an integral part of design • Properties are largely determined by manufacturing process • Manufacturing bids have prototyping built into them • Companies which build your prototypes are forbidden from bidding on your production leading to double cost of prototypes • Consider usual design cycle of ‘Big Science’ project • ‘Requirements’ ill defined, and moving target—usually based on what can be done rather than what is ideal • Results of prototyping feed back into design requirements • Desire to break into above cycle • Cycle must be broken into to fit with our design model if there’s any hope to get industrial support for BIG Productions • Cycle can be broken without composite fab capability, but only with limited engineering input • Over specification of production procedures is usually a non-bid • ‘Big’ designs and capable companies usually end up with a clash of engineering—they would rather get requirements then design and manufacture the structure than be told what to build • Corollary: most capable companies will not bid on your project unless they design it in totality (bid reflects this) • Above is True for ‘Structures’ not components, like tubes, plates, etc… E. Anderssen LBNL
We were almost there • When I started at LBNL in 1995, it was apparent that composites had been broadly ignored—quotes from then: • Build it so you can stand on it because someone will • We’re not in the business of building airplanes • Despite that, we were already essentially building composite structures • The STAR detector was largely a bonded and vacuum bagged structure—a composite of paper honeycomb, copper and kapton with bonded ‘composite’ Aluminum shells • Every wound magnet is made using similar processes to most composite materials • Circuit boards are composite materials • Several Particle detectors had already used composites, BaBar, CdF • We already had in-house demonstrable experience assembling composite structures, and limited fab • Many Technicians were already skilled at composite structure fabrications (bonded assy, wet-layup, vacuum resin infusion, and vacuum bagging) • Several engineers already had experience either personal or professional • What was missing was the equipment to fabricate composite components, everything else all but in place E. Anderssen LBNL
5 X 10 Autoclave • 5’ Diameter, 10’ Long • Capable of150psi internal pressure • only using shop air now—set up for aux source if needed • 450F Max, Nominal use for 350F max cure • Fully Computer controlled • Controls PART Temp—ramps air faster to achieve part temp ramp • Internal Pressure and Vacuum bag probes controlled by program • All sensor data recorded to disk for QA • Qualified for unattended running • Can run system overnight or over weekend • Cycle cost ~2man hours, and ~$150 for power E. Anderssen LBNL
Automated Ply Cutter and Router • Using CAD models to design parts, we can generate ‘flat patterns’ to be cut on the ply cutter • Manually generated requiring iterations • Additional software would be helpful • Ply cutter saves enormous amounts of labor • Cutting plies by hand for Hat stiffener took ~4hrs each by hand • Cut half production run (35) on Ply Cutter in 4 hours with sorting, bagging, and freezing Part Quality also improved E. Anderssen LBNL
Materials Must be Kept Frozen • Typical ‘Spec’ life of Prepreg material at 0F is 6months • Colder extends this, but doesn’t change spec • Real lifetime is longer, but generally shouldn’t be used for production parts • ‘Out Time’ of materials must be tracked • Allowed out time (warm time) of materials is limited (7 to 21 days depending on resin) • Out time is more critical than storage time, though ‘out time spec’ is very conservative • Need to track all times that a given roll or individual ply of material is warm to guarantee that it maintains ‘spec’ • Also need to track storage time • Acquired -40F/C Walk-in Freezer installed behind 77 Assembly shop for Deep Storage of production lots • On EMCS for notification of out of temp extremes • On facilities maintenance schedules • -20C Chest freezer for staging assembly lots in Fabrication Area • Generally only need to be wary when high value lots are present E. Anderssen LBNL
QC Database Material and Part Browser Material Roll Data Sheet Part and Ply Editor Plies inherit out time and Properties of parent rolls Part Mass Data Roll Barcode (Auto Assign) Part and Part Type Listing Ply Barcode (Auto Assign) This Database is also used to track inventory Material shelf life and Out-time are tracked here E. Anderssen LBNL
Material Testing (QA) • QA data associated with each batch in Database • Coupons made and tested with each batch to assure properties are as specified • Not required, but good practice • Not currently very easy to do here Heater/EMI Panel Material Testing Coupons Glass UDT Heater Bond Test Coupons (For Flange Bond Joint) Carbon Cloth E. Anderssen LBNL
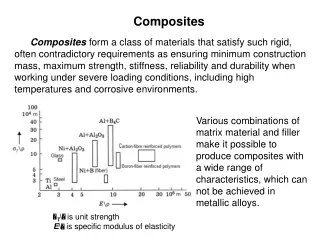
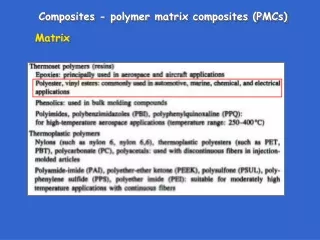
Why Use Composite Materials? • ‘Specific Properties’ that is: Those Normalized to density • All metals when Modulus is divided by Density live in a tight band around unity e.g. Steel is 3 times stiffer than Al, but 3 times as dense, Ti is twice as stiff, but twice as dense • In Stiffness driven design, all metals perform equally poor (Beryllium is only exception) • Carbon fiber can be as stiff as steel, but half the weight of Al • Strength of Carbon fiber is usually higher than High Strength Steel • Carbon fiber structures can be tailored to have Negative CTE, Near zero, or slightly positive • Can make a structure as stable and rigid as Invar at 20% the mass • Thermal conductivity of Carbon Fiber Structures can be as high as Al—higher than Cu if optimized for conductivity • Carbon Fiber is primary example here, of course there are others • Matrix Resins are also a key contributor, affecting properties other than stiffness • Epoxies are old stand by, most common, but not up to most challenging environments • Cyanate Esters (relative of superglue) can take higher temperatures and are radiation tolerant, also have low moisture adsorption • Poly- and Bismal-Imides (think Kapton, Torlon, Vespel) Higher temperatures still and radiation tolerant, but higher moisture adsorption • Phenolics (Bakelite) used as precursor to Carbon-Carbon, high char ratio (rocket nozzles) E. Anderssen LBNL
Structural Design Freedom • Hybrid properties are possible only with Composites (different Ex/Ey) • PST required stiffness in hoop direction but compliance in bending • Had to withstand possible end (forward) motions without moving detector in central (Barrel) portion • Bending stiffness is that of fiberglass (3msi) versus ~40msi in hoop direction for forward sections • Hybrid Laminate orientation and selection of materials allows for this • Hat Stiffeners added to suppress ‘Breathing mode’ without increasing appreciably the bending stiffness • Analysis for composites already built into ANSYS E. Anderssen LBNL
0 degree 60 degree -60 degree -60 degree (2nd layer Hybrid Shell Laminate • Fiberglass mat, EX1515U, [0,0,+60,-60]S • 8-ply symmetric lay-up of YSH-80 (carbon) and AQ-II (fiberglass) with a layer of fiberglass mat to prevent carbon particle liberation • Plies are cut pre-oriented and compacted into stacks • Ply stack is ‘bricked’ together to allow for axial and circumferential lay-up E. Anderssen LBNL
Seems Complicated • Material Properties depend on several variables—seemingly more than metals • Material Selection is not much more challenging than selecting amongst various metal alloys • Industry has moved toward AGATE standard—making materials available with same property libraries as metals (Mil HDBK 17 for composites; Mil HDBK 5 for metals) • Experts should be approached for challenging situations • Most applications can be met with a limited selection of ‘stock’ materials • So-called ‘Black Aluminum’ approach • Aim is to provide a group of engineers at LBNL that can be called upon to provide pertinent expertise • This is already underway E. Anderssen LBNL
Is it Expensive? • Short answer is yes • For larger productions this is not so clear… • Integration of features can reduce part count reducing overall assembly labor • Specific properties allow less overall material to be used, offsetting the higher cost per pound • Built by additive method instead of removal process requires less material to be purchased (less chips) • Serial production of parts can be competitive with machining similar geometry • High strength carbon with epoxy isn’t much more expensive than aluminum by volume • That said, straying to more exotic materials (due to requirements) can quickly increase material cost • Ultra high modulus carbon with exotic resin can cost up to $1200/lb • However, Labor dominates cost—Early intervention of engineers to develop labor saving procedures can greatly impact cost • Production costs can be controlled with judicious spending during prototype phase (work out production kinks on prototypes) • In composites it is inherently important that designers understand manufacturing process, not only for properties, but to keep a handle on costs E. Anderssen LBNL
Part Example: Mount Pad • Plies cut on Automated Ply Cutter • Mount Pad is laid up on tooling produced in YASDA • Finish straight out of machine required no polishing for part release—reduced cost • SS material cost almost as much as machining • Part is trimmed on SLA Vacuum Chuck • SLA allows complicated internal geometry for free • Part takes 3hrs to fabricate, using ~$150 worth of $600/lb material • Cost per part, ~$500 with amortized tooling • Comparable ‘conventional’ part with similar properties would be milled Titanium • Material cost for blank slab also around $150 • Machining cost (each) similar to cost of machining tool ~8hrs • Cost per Ti part ~$900 each. • Cost per part, ~$400 less for composite component, even with material that costs $600/lb • Composite part production where tooling can be amortized over run can yield parts cheaper than conventionally manufactured parts E. Anderssen LBNL
Composite Assembly Barrel Shell Flat Rail V-Rail Barrel Shell with flanges 1 1 Backing Ring Mount Pad 1 barrel shell structural 2 4 1 Flange Asm barrel shell w/ mount pads 5 Flange Face barrel shell w/ SCT Mounts Hoop Stiffener Insulator 3 1 Hoop Element 4 1 SCT Mount Block Asm SCT Mount Block E. Anderssen LBNL
Tooling builds Accuracy • Machining Capability integral part of Composite Fab • Simple Tooling and survey used to make extremely accurate parts • Many composite parts are trimmed or machined after curing them • Bonded Assembly done for years at LBNL • Introduced industry standards for materials and processes to improve upon techniques already used here for years • Vastly reduces part count—no fasteners • Accuracy achieved at final stage, instead of by tolerance chain of components E. Anderssen LBNL
What can we do? • We can design composite materials and structures • We can fabricate advanced composite structures at LBNL • We can make them at costs competitive with industry • Allows Make/Buy decision to be made internally • Goal is not to compete with industry, but to develop a stronger technical position E. Anderssen LBNL