Download
1 / 12
120 likes | 267 Views
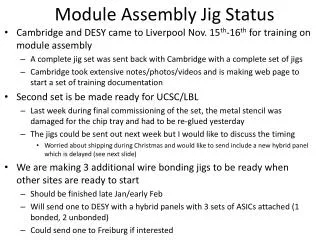
Sector 002 Assembly status report. Module loading task force meeting 25 May 2004. Contents. Sectors Glue 3-D Survey Other sector 2 Results Tool Upgrade Procedure Upgrades C 6 F 14 Cooling. Sector.

E N D
Sector 002 Assemblystatus report Module loading task force meeting 25 May 2004
Contents • Sectors • Glue • 3-D Survey • Other sector 2 Results • Tool Upgrade • Procedure Upgrades • C6F14 Cooling
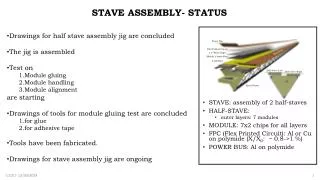
Sector • Sector 001 (FE_I1, prototype) had been assembled in 2003 with most of the final tooling, but not final glue procedures. It was never fully characterized. • Sector 002 is our pre-production sector (FE-I2.1). It has been loaded with 3 module so far using “production” tooling and glue. • Some revisions to the tooling and the procedure are now being implemented, reacting from the experience of loading the first side. Side 2 will be loaded when all the upgrades are in place. • These are incremental small changes. We are not going off in any new direction.
Glue • Implemented CPPM standards with a few adaptations specific to sector • Our dispenser is calibrated to 16 drops/ minute • Had some problems getting fresh glue- long lead time. Now have too much fresh glue. • Implemented new storage method • when new tubes are opened, take out each component and mix well • Transfer immediately to individual, very cheap, 3cc syringes for storage (store 2cc in each syringe) • when mixing, empty each syringe out completely into cup. This gives 1-1 by volume. Do this on scale to control that it matches 1-1 by weight, which it does for fresh glue to good accuracy.
Glue (cont.) • Implemented glue drop mask which works very well. • Dispensing takes 10min. /module, which is acceptable • Quantity dispensed is 4 drops in outer hole + 3 drops in inner hole (16 drops/minute with CPPM syringe and needle) • 80% chip area coverage (gap is 75um set by fishing line).
3-D Survey • A 3-D survey program has been implemented. • It only works on side 1 of a sector due to interference with the cooling pipes. • Sectors 1 and 2 have been measured (see next slide) • Both sectors show out-of-plane modules with a small systematic tilt and with some modules bowed. • We suspect the tilt is an imperfection of the tool head- deviations in the steel pins for example. • The bow as well as some random tilts are due to lack of degrees of freedom in the pickup chuck to deal with module-to-module changes in how the module “hangs” from the flex.
Other Sector 2 Results • 3 modules have been loaded so far (1 side) • 2 modules are within 20 microns of nominal (all alignment marks) • 1 module has 2 alignment marks off in x-y by 100um (x+y in quadrature) • The cause is understood to be (1) operator error and (2) lack of procedure to prevent such an error. • New assembly checklist now safeguards against this error. • Quick electrical test shows no digital problems in 3 modules loaded • No cooling test until 6 module loaded.
Tool Upgrade Extreme case of tilt in module placement shown by glue pattern on chips Adding +/- 200um of independent vertical adjustment to each vacuum cup
Procedure Upgrades • New step-by-step checklist. Check each item off for each module loading operation. • Vacuum chuck planarity calibration procedure using glass slide on deposition site (need adjustable cups first for this).
C6F14 Cooling • Closed circuit C6F14 loop operation demonstrated with dummy sector with heaters. • 0.2m2 heat exchange area to chiller bath implemented with coil.