Download
1 / 25
250 likes | 439 Views
Effetto del processo di mescolazione sulla difettosità delle mescole. Tipi di difetti. I difetti di una mescola in gomma possono essere legati alle: Dimensioni: sono specificate solitamente con intervalli di tolleranza opportuni tenendo conto che la gomma è un materiale flessibile

E N D
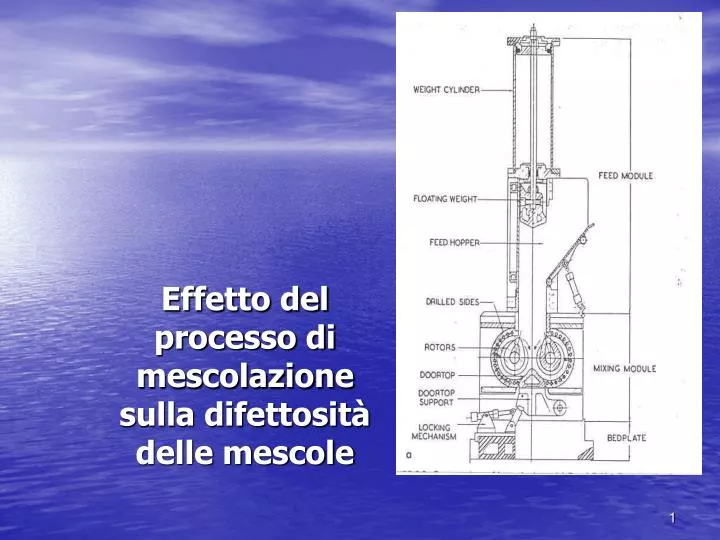
Effetto del processo di mescolazione sulla difettosità delle mescole
Tipi di difetti I difetti di una mescola in gomma possono essere legati alle: • Dimensioni: sono specificate solitamente con intervalli di tolleranza opportuni tenendo conto che la gomma è un materiale flessibile • Aspetto: sono i difetti che potrebbero compromettere la funzione del prodotto o la sua accettazione da parte del cliente. Bisogna definire una procedura di ispezione che identifichi un difetto e determini una serie di azioni basate sulla severità del difetto • Funzione: i test derivano dalle specifiche delle prestazioni del prodotto. Bisogna definire metodi di analisi ed intervalli di tolleranza legati alle specifiche prestazionali del prodotto
Obiettivi della mescolazione Trasformare la formulazione in un prodotto: • I cui componenti siano perfettamente dispersi nella matrice elastomerica • Che sia facilmente trasformabile in semilavorato • Vulcanizzi in modo efficiente ed uniforme • Esplichi le proprietà di progetto sul prodotto finito
Fasi dell’operazione di mixing • Plastificazione o riduzione della viscosità • Incorporazione • Distribuzione • Dispersione Tutte queste fasi possono avvenire anche contempora-neamente e ciascuna di queste può essere la fase che determina la velocità del processo
Riduzione della viscosità La riduzione della viscosità avviene con tre meccanismi interdipendenti: • Aumento della temperatura: causata dalla trasformazione della energia meccanica in energia termica • Estensione delle catene: liberazione delle catene macromolecolari aggrovigliate • Masticazione: scissione delle catene macromo-lecolari con omogeneizzazione del materiale (gomma naturale) sia per effetto meccanico, sia attraverso agenti chimici
Incorporazione • Come la viscosità e la elasticità della gomma si riducono, la gomma scorre lungo gli additivi, incorporandoli ed includendoli nella matrice gommosa. • Va detto che la carica si presenta in pellets per problemi di trasporto ed ambientali e questi pellets vengono rotti facilmente in agglomerati sempre più piccoli • La efficienza dell’incorporazione dipende dai flussi di gomma di ricircolo indotti nella gomma dal mixer, che si sovrappongono ed includono i volumi di additivi • Due sono i meccanismi proposti:
Meccanismi per l’incorporazionea)laminazione b)spezzettamento
Confronto dell’efficienza del mixing esponenziale e laminare
Mixing dispersivo • La gomma si immobilizza negli interstizi delle cariche e fa aumentare la viscosità della miscela • Sforzi elevati si applicano agli agglomerati di particelle incomprimibili causandone la rottura • Questo processo si chiama mixing dispersivo e porta le particelle da agglomerati relativamente larghi (10-100micron) ad aggregati fino a meno di 1 micron • Queste forze si riducono progressivamente per il rilascio della gomma occlusa dovuta alla frattura degli agglomerati ed alla riduzione della dimensione di essi
Mixing distributivo • Parallelamente si ha una riduzione di viscosità della miscela per effetto dell’aumento della temperatura con rapida diminuzione dell’efficienza del mixing dispersivo • Il mixing distributivo avviene parallelamente al mixing dispersivo ed è la fase in cui i frammenti di agglomerato vengono separati ed uniformemente distribuiti una volta che sono stati fratturati • Il grado finale della distribuzione del nero dipendono dal tipo di nero, dalle condizioni di mescolazione e dal tipo di gomma. • I cambiamenti in consumo di potenza della varie fasi sono indicativi delle fasi di processo in cui ci si trova e danno indicazioni sulle caratteristiche del prodotto finito
Tests perla qualità e l’uniformità delle mescole • Ci sono dei test che ci danno informazioni sulla qualità ed altri sulla consistenza del processo di mixing • Per ciò che riguarda il primo aspetto ricordo ad es.: 1)La misura del grado di dispersione dei filler: per la dispersione si guarda quante particelle di agglomerato sono rimaste attraverso il SEM Per il secondo ad es.: 2) La consistenza del network del filler si esamina con l’andamento del modulo in shear in funzione dell’ampiezza della deformazione (effetto Payne)
Tuttavia entrambi i tests richiedono tempi lunghi per la esecuzione e non sono generalmente fattibili nelle aree di produzione • Test più semplici come una una ispezione visiva della sporcabilità o della lucentezza della superficie della mescola tal quale e della mescola trazionata sono più adatti a tale scopo • Oppure ci possono essere misure di moduli a due punti vale a dire di modulo in funzione dell’ampiezza di defor-mazione a 0,1 e 0,5 che danno informazioni precise sia sulla dispersione che sul network della carica (vedi slide successiva riportata a due punti) od infine esami ottici della mescola e della dispersione della carica rispetto ad una scala di confronto (Dispergrader). • Nella pratica industriale però per controllare le mescole si usano i controlli rapidi ed alcuni controlli statistici
Andamento del modulo G’ in funzione dell’ampiezza di deformazione per diverse mescole
I controlli rapidi • Tutti i batch vengono controllati dati i rischi con-nessi nel processo a valle se si utilizza anche un solo batch di irregolare • Generalmente lo strumento usato per il controllo è il reometro MDR che fornisce, attraverso la curva reometrica, informazioni correlate con al-cune proprietà tecnologiche della mescola e con la processabilità all’impiego (ad es. MH ed E’) • Altri controlli(Viscosità, densità ad es.) possono essere fatti in funzione del tipo di mescola • I limiti vengono definiti durante la industrializ-zazione delle singole mescole secondo regole definite legate a metodologie di controllo statistico del processo
Problemi del controllo rapido 1.Correlazione tra i limiti dei controlli rapidi e specifiche tecniche delle mescole Il problema diventa determinare la correlazione quantitativa fra questi parametri (ad es. E’, MH) considerando anche il fatto che alcune caratteristiche delle mescole (ad es.proprietà tensili) sono poco correlate alla curva reometrica 2.Limiti di controllo e specifiche tecniche • I limiti di controllo sono legati alla capacità qualitativa del processo utilizzato • Esiste il problema della possibile incoerenza fra la capacità qualitativa del processo rispetto delle specifiche tecniche (cp< 1,33) 3.Standardizzazione dei limiti di controllo • Ripetibilità e riproducibilità del test reometrico • Limiti di controllo differenti per diversi laboratori
Il controllo del prodotto attraverso i parametri di processo • Per controllare il prodotto attraverso i parametri di processo si usano vari parametri quali Tempo, Temperatura, Energia • Il Tempo di mixing totale da solo non è un buon criterio per la sua scarsa riproducibilità • La curva Tempo Temperatura è importante per prevenire la vulcanizzazione prematura nel banbury. Comunque una sola termocop-pia può essere insufficiente per avere la situazione della distribuzione delle tempera-ture all’interno del by; nella mescola la distribuzione delle temperature è all’incirca ± 13,5°C • L’Energia può essere considerata il miglior parametro da usare per avere costanza qualitativa e la mescola è scaricata ad una prescritta energia totale
Altri importanti parametri sono la curva tempo- torque ed il movimento del ram • Vanno comunque tenuti presenti altri fattori che possono cambiare l’effetto sulla mescola dei parametri di processo come le modalità di alimentazione del materiale, la stagnazione ecc. • E’ utile vedere a priori con misure di dispersione se è più conveniente usare come criterio di scarico la energia da sola od insieme ad altri parametri di processo • Un sistema di controllo complessivo sulla mescola usando i parametri di processo è la Process Point Analysis che permette di controllare il prodotto durante la fase di mescolazione utilizzando in ogni istante i parametri di processo
Indice di processabilità • Un modo analogo di controllare il prodotto durante la mescolazione e di mettere a punto un ciclo ottimale di mescolazione in laboratorio è il metodo dell’indice di processabilità • Il massimo del secondo picco di torque chiamato anche BIT è un punto in cui la incorporazione del nero è finita; successivamente si arriva al t’ oltre il quale il lavoro va a rompere le catene polimeriche • A ciò corrisponde il massimo di die swell ed un aumento della densità od anche della resistività in alcuni casi (vedi seguito)
Correlazionefra indice di processabilità (t’)e controllo di processo
Conclusioni • La mescolazione può essere causa di difetti del manufatto • Analisi fisiche semplici permettono l’individua-zione di possibili difetti e di rapide correzioni • L’analisi dei parametri di processo, l’individua-zione di intervalli di tolleranza e la loro correzio-ne in tempo reale rappresentano un tool impor-tante per minimizzare gli scarti