Download
1 / 25
270 likes | 634 Views
Learn about sheet metal processes including cutting, bending, drawing, and roll forming. Understand different techniques and applications of sheet metal in manufacturing various products.

E N D
Introduction Sheet metal is simply metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking, and can be cut and bent into a variety of different shapes. Countless everyday objects are constructed of the material. Thicknesses can vary significantly, although extremely thin thicknesses are considered foil or leaf, and pieces thicker than 6 mm (0.25 in) are considered plate.
Sheet metal processing The raw material for sheet metal manufacturing processes is the output of the rolling process. Typically, sheets of metal are sold as flat, rectangular sheets of standard size. If the sheets are thin and very long, they may be in the form of rolls. Therefore the first step in any sheet metal process is to cut the correct shape and sized ‘blank’ from larger sheet.
Introduction • Sheet metal processes involve plane stress loadings and lower forces than bulk forming • Almost all sheet metal forming is considered to be secondary processing • The main categories of sheet metal forming are • Shearing • Bending • Drawing
Shearing Shearing is a sheet metal cutting operation along a straight line between two cut-ting edges by means of a power shear.
Blanking and punching Blanking and punching are similar sheet metal cutting operations that involve cutting the sheet metal along a closed outline. If the part that is cut out is the desired product, the operation is called blanking and the product is called blank. If the remaining stock is the desired part, the operation is called punching. Both operations are illustrated on the example of producing a washer
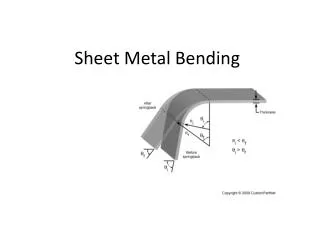
Bending Bending is defined as the straining of the sheet metal around a straight edge
Bending force : Maximum bending force, P = KYLT2 W K – constant ranges from 0.3(wiping die) – 0.7(u-die)-1.3(V-die) Y – yield stress L- length of the bend T- thickness of sheet For a V-die Max bending force, P = (UTS)LT 2 W UTS – Ultimate tensile strength
Drawing Drawing is a sheet-metal operation to make hollow-shaped parts from a sheet blank
Dies and Punches Simple- single operation with a single stroke Compound- two operations with a single stroke Combination- two operations at two stations Progressive- two or more operations at two or more stations with each press stroke, creates what is called a strip development
Several operations on the same strip performed in one stroke at one station with a compound dies Schematic illustrations: (a) before and (b) after blanking a common washer in a compound die.note the separate movements of the die(or blanking) and the punch COMPOUND DIES
Merits • High strength • Good dimensional accuracy and surface finish • Relatively low cost • Demerits • Wrinkling and tearing are typical limits to drawing operations • Trimming may be used to reach final dimensions
Applications • Roofing • Ducting • Vehicles body buildings like 3 wheelers, 4 wheelers, ships, aircrafts etc. • Furniture, House hold articles and Railway equipment
ROLL FORMING Process where sheet metal strips are passed through consecutive set of rolls and bent in consecutive stages and then sheared into specific lengths and stacked continuously. Forming speed: below 1.5 m/s (300 ft/min) Examples: Door panels, picture frame, and gutters.
Stretch Forming Process where a sheet metal is clamped along it’s edges and stretched over a male die (form die or form punch). Examples: aircraft wing-skin panels, fuselages, and boat hulls.
One of the dies in the set is made of polyurethane membrane, which is a type of flexible material. Polyurethane is resistant to abrasion, cutting or tearing by the metal, and has a long fatigue life. Rubber Forming
Process where a circular piece of sheet metal is placed and held against a mandrel and rotated while a rigid tool deforms and shapes the material over the mandrel. May be performed at room temperature or at higher temperature for thicker metal. SPINNING
Shear spinning : • Known as power spinning, flow turning, hydro-spinning, and spin forging • Produces axisymmetric conical or curvilinear shape • Single rollers and two rollers can be used • It has less wastage of material • Typical products are rocket- motor casing and missile nose cones.
Tube spinning • Thickness of cylindrical parts are reduced by spinning them on a cylindrical mandrel rollers • Parts can be spun in either direction • Large tensile elongation up to 2000 % are obtained within certain temperature ranges and at low strain rates.
Super Plastic Forming Types of structures made by diffusion bonding and superplastic forming of sheet metal. Such structures have a high stiffness-to-weight ratio.
EXPLOSIVE FORMING • First used to form metals in the 1900’s. A sheet metal blank is clamped over a die, and the entire assembly is lowered into a tank filled with water. The air in the cavity is evacuated, and an explosive is detonated at a certain height above.
(a) (b) MAGNETIC-PULSE FORMING • Also called electromagnetic forming. Energy stored in a capacitor bank is discharged rapidly through a magnetic coil. Magnetic field crosses metal tube (conductor) creating eddy currents which have an opposing magnetic field. Figure 16.45 (a) Schematic illustration of the magnetic-pulse forming process used to form a tube over a plug. (b) Aluminum tube collapsed over a hexagonal plug by the magnetic-pulse forming process.