Download
1 / 33
380 likes | 1.26k Views
Our tank cleaning system efficiently removes sludge without heat or cutter stock, ensuring safe and economical operations. Reduce cleaning time and emissions with our unique process.

E N D
FASTER SAFER MORE ECONOMICALLY MORE EFFICIENTLY Tank Cleaning System Our System Will Remove Your Tank Sludge and Return Your Tank to Service THAN ANY OTHER TANK CLEANING METHOD For process problems that require a fast and economical answer, we can provide the solution
THREE BASIC CONVENTIONAL TANK CLEANING METHODS • TREATING TANK BOTTOMS WITH CUTTER STOCK • Adds Cost and Logistical Transfer Problems • Increases Air Emissions from Cleaning Operation • Impacts Physical and Chemical Characteristics of Recovered Crude Oil • Increases Process Safety Concerns due to Flammability and Organic Emissions • APPLICATION OF HEAT • Adds Cost and Time for Heat Transfer - Energy Inefficient • Heat Loss Results in Re-Solidification of Sludge • Heat Loss Creates Pumping, Circulation and Solids Separation Difficulties • Dramatically Increases Air Emissions from Cleaning Operation • Impacts Physical and Chemical Characteristics of Recovered Crude Oil • MANUAL REMOVAL (MINING) • Time Consuming (up to 6 Months For 110 Meter Tank) • Increases Process Safety Concerns due to Worker Exposure & Confined Space • Results in High Volume of Waste Requiring Disposal
OUR REMOVAL SYSTEM IS : UNIQUE TANK CLEANING PROCESS TO CHEMICALLY STRIP ORGANICS FROM TANK BOTTOMS, FLUIDIZE HEAVY-END ORGANICS, AND CREATE A STABLE SLURRY, WITHOUT THE USE OF HEAT OR CUTTER STOCK, FOR THE EFFICIENT REMOVAL OF TANK BOTTOMS, RECOVERY OF CRUDE OIL AND SEPARATION AND DISPOSAL OF SOLIDS. PROCESS COMPONENTS : • Tailor made chemical sludge treatment programs • Engineered treatment chemical delivery system • Efficient solids removal, fluid recirculation & oil recovery system
REDUCTION IN TANK CLEANING AND OUT-OF-SERVICE TIME ELIMINATION OF CUTTER STOCK AND/OR EXTERNAL HEAT REDUCTION OF AIR EMISSIONS FROM CLEANING OPERATION EFFICIENT & SAFE REMOVAL OF ALL TANK SOLIDS RESIDUES RECOVERED AS LIQUID OIL , COMMERCIAL VALUE. NO UPSTREAM REFINING IMPACT FROM RECOVERED CRUDE EFFICIENT SOLID AND LIQUID SEPARATION SYSTEMS TO MEET DISPOSAL OR RECYCLING REQUIREMENTS REDUCTION IN VOLUME TO A MINIMUM OF WASTE FOR DISPOSAL THE SLUDGE REMOVAL SYSTEM CAPABILITIES :
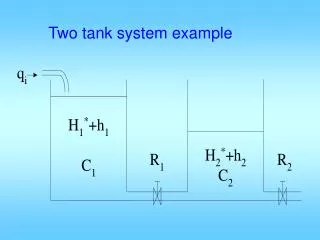
Oil recirculation line Floating Roof Injection nozzles Manifold Oil Recirculation pump Sump Residue Chemical injection pump Fluidization Chemical ProTec System
SUCTION Showing recirculation suction taken from the tank centre 6 inch water drain and chemical injection point. This point is also used for water flushing of lines after re-suspension operation is completed.
BESPOKE PUMP HL6Twin Stage Diesel driven Centrifuge pump fitted with a Chalwyn valve and Spark Arrestor. Pump capacity of 550 M3/hr and back pressure of 10 – 12 bars. Non return valve fitted to the discharge. Pump is also fitted with a venturi type dri-prime unit and is earth bonded to the installation earth bonding system. Suction hose is wire reinforced and capable of a vacuum equivalent to – 6 bars. Discharge hose is rated to 25-55 bars back pressure. All hoses are earth bonded.
Gas Free testing is carried out before any roof entry is permitted or any work carried out.Trimode gas detector is used to detect Lel’s oxygen content and H2s gas.Gas detectors are placed on the roof during the entire operation.
The pump discharge is led from the pump, up the access stairway , down the roof access stairway and onto the tank roof centre.
The pump discharge is then taken to a maximum of three roof nozzles used for the operation. This picture shows the discharge feeding two nozzles being used for the operation. There is the capacity for fitting a third nozzle if required.
CHEMICAL DELIVERY SYSTEM - OPERATING CRITERIA : • TANK ROOF ACCESS NOZZLE SYSTEM VIA FLOATING ROOF SUPPORT LEGS AND FLEXIBLE HOSES: • ASSURE DELIVERY OF TREATMENT CHEMICAL TO ALL AREAS OF THE TANK BOTTOM AT PRESSURES / FLOW RATE SUFFICIENT TO INSURE SUSTAINED CONTACT WITH SLUDGE AND CIRCULATION OF LIQUIFIED SLUDGE; • NON-DESTRUCTIVE AND COMPATABLE WITH MOST FLOATING ROOF TANK SYSTEMS; • ALTERNATIVE CHEMICAL RECIRCULATION METHOD VIA EXISTING OR SPECIALLY FITTED VALVES AT BASE OF TANK, REDUCES ROOF ENTRY AND IS APPLICABLE FOR FIXED ROOF TANKS. • TYPICAL PUMP OPERATING PRESSURE 6-10 BAR.
In some cases we have had to use nozzles inserted between the tank wall and the roof seal. The nozzle is supported from the top of the tank shell and lowered to the required depth.. Again the nozzle is earth bonded at all times.
Showing two nozzles in operation after being inserted into the tank roof leg support. The roof legs are removed using the roof leg lifter in the back ground. All nozzles are earth bonded as is the roof leg and the Lifting apparatus during the leg removal. Legs are only removed when the roof is in the floating position.
Hot taps placed on tank perimeter used for recirculation purposes. This system used when the floating roof is landed and no working is permitted on the top side of the roof due to safety restrictions.
PREVIOUS PROPOSALS TO HAROUGE • Tank Roof and pontoon repairs on Tank 2, 5 and 10 to be followed by Tank Cleaning on Tank 2
HISTORY • The process was developed in the USA and first used in 1996. • Since then it has been used at several refineries and storage sites in the USA and other countries. • The system is well proven and adaptable ,depth of sludge and size of tank are no problem.
PROJECT HISTORY 7 Crude oil storage tanks: Petroplus Tank storage, Milford Haven, Wales, U.K. Scope of work: Shore tanks No's 01,02,05,06,09, 10 and 11 contained residues amounting to a total in excess of 25,000 cubic metres at varying depths from 1.20 meter to 3.55 meters The crude oil residues were from varying types of crude oil being mainly Maureen crude, Brent crude, Soviet export blend crude and Arabian heavy and light crude oil. Specifications: All tanks were to be cleaned and 95% of residues to be removed in order to regain maximum shore tank available space. All crude oil residues were to be suspended into a state that allows it to be pumped out and remain suspended during shipping to the client’s Antwerp refinery where the resultant mixture would be blended by the refinery and sent to the refining units.
PROJECT HISTORY CONT’D ProTec Intl work performance: We injected our chemicals into the first tank and then added crude oil in order to have a liquid in which to suspend the residues. The tank contents were then re -circulated using circulating nozzles through the floating roof seals and floating roof leg supports until it was established that residues had been suspended. The tank contents were then pumped to the next tank requiring cleaning and the process was repeated. More chemicals and crude were added as and necessary in order to speed up the cleaning process. It took only 63 working days to complete the whole contract (7 tanks).
PROJECT HISTORY CONT’D Conclusions: • We successfully completed the contract utilising the cleaning system and chemicals. All suspended residues were shipped to the clients Antwerp refinery for refining. At the time of this operation crude oil prices were approximately $33 -$35 per barrel and our client received into the refinery in excess of 155,000 barrels for processing. This in itself, if estimated at $26.00 per barrel would be a return of in excess of $4,000,000.
The Old Gulf Refinery Petroplus Wales. WE were contracted to clean 7 crude tanks to regain tank capacity.. $ tanks of 50,000 M3 56 metres diameter and 3 tanks of 100,000M3 with a diameter of 86 metres
HISTORY 2 • PROJECT HISTORY • CRUDE OIL TANK • Ardmore, Olakhoma • Scope of work • This tank had 2000 barrels of sludge (458 Tons) that consisted of paraffins, asphaltenes, and other sediments. The tank was to be cleaned for hot work. The extracted sludge was to be centrifuged by customer’s centrifuge plant. • Specifications: • Customer specifications required that oil from circulation be stripped at less than 0.5% BS&W and transferred to another tank. Bottoms were to be hauled to the centrifuge plant. • TexChem Performance: • TexChem injected our chemical into the tank and circulated the slurry and hydraulically jetted clean oil back to the tank. Recovered oil not needed for recirculation was pumped to the adjacent tank. After stripping the clean oil to the other tank, bottoms were pumped from the tank to a filter roll off box. Slurry from the filter was hauled by vacuum trucks to the plant centrifuge. TexChem pulled the tank seal and washed the tank until clean. • Conclusion: • TexChem cleaned and processed the oil of this tank utilizing our patented tank cleaning system in record time without the use of heat in the tank cleaning operation , without the use of cutter stock, with no measurable organic vapor emissions. This 150 foot diameter tank with external floating roof was cleaned up in 9 calendar days including mobilization and demobilization.
HISTORY 3 • Phillips Refinery Tees Side England • Tank P602F Heavy Fuel Oil Tank • The tank was 62 metres in diameter fixed coned roof containing 800 M3 of heavy fuel oil residues and crude oil steam treated residues with a pour point in excess of +34 degrees celsius. The tank was to be cleaned for change of use to contain chemical grade Naphtha. • 2,700 metres in length of steam heating coils were to be removed and the internal 36 inch internal import diffuser line removed. • All residues were reclaimed into refinery book stock and the tank was returned to service in the condition required. • Time taken was 43 days from initial mobilisation and the first meter of Naphtha transferred to the tank passed all laboratory analysis without any bottom flushing being required.
HISTORY 3 CONT’D Phillips Teesside refinery Tank No P601F Heavy fuel oil tank. Letterbox cold cut into the tank shell to enable the removal of the heating coils and other maintenance work.
HISTORY 4 Petroplus Tank Storage Milford Haven Wales . 56 Metre diameter floating roof crude oil tank to clean for the storage of Aviation Kerosene. • The tank contained 3,400M3 of crude oil residues which were fluidised and returned to book stock and the tank internally below roof level and above roof level to include roof seals removal and removal of internal pipework not required. • Tank floor epoxy coatings and below roof coatings were to be removed and left in condition suitable for recoating. • Leaking pontoons were to be repaired. • All tank surfaces were inspected and chemically wall washings taken and analysed by the onsite laboratory to verify that the tank met the required standards. • Total time taken for the project to include mobilisation, removal of epoxy coatings and demobilisation was 53 working days.
HISTORY 4 CONT’D After removal of the tank residues, the tank was washed with ultra high pressure water. The tank was undergoing change of product from crude oil to aviation kerosene. All the top side and internals of the tank were washed in this manner to remove any trace of crude oil. Tank was finally inspected by an independent inspection company and a certificate of cleanliness issued.
HISTORY 5 Vopak Oil Terminal Europoort Rotterdam The terminal had suffered from an accident where the 62 metre diameter floating roof crude oil storage tank had a damaged floating roof due to the roof water drain valve that was left in the closed position resulting in the roof collapsing due to the weight of water. • The Dutch health and safety Executive forbidden tank entry into the tank due to the serious instability of the tank roof. • We were asked to help as the tank also contained 4,200M3 of crude oil residues. • All residues were extracted in a liquid form and transferred to tank storage. • We were also contracted to remove the damaged roof ready for a new floating roof to be constructed. • Total time taken for the cleaning of the tank, making the roof safe and final removal of the roof in sections by crane was 64 working days. • Upon successful completion of this hazardous operation the terminal offered two more tanks of the same size for cleaning to hot work standards to be undertaken during 2004 which we completed in a total time of 67 working days.
HISTORY 5 CONT’D Pictures showing the damage to the roof. Many support legs were torn out of their supports and badly bent. The roof was damaged for a diameter of 30 metres from the centre and the roof was actually torn with the centre resting on the tank floor.
HISTORY 5 CONT’D After pumping out the residues the roof was supported before its removal and final cleaning
HISTORY 5 CONT’D A section of the damaged roof was removed by cold cutting procedures to enable a crane to lift hydraulic shears into the tank in order to remove the remains of the damaged roof.
HISTORY 6 Novopolotsk Refinery Belarus 4 tanks to clean and to reclaim all residues to refinery book stock • Total residues removed 7,900M3 of Russian export blend. • Tanks were to be cleaned for maintenance purposes with the requirement for hot work. • All four tanks were cleaned with the residues being transferred from tank to tank with the final residues being transferred to an underground storage tank for further processing and blending to refinery specifications. • All tanks were of the fixed roof type being 36 metres diameter. • Total time taken to include delays incurred in order to fit in with operational requirements was 98 working days.
HISTORY 7 Gomel Refinery Belarus • 2 tanks to clean to hot work specifications • Total residues reclaimed 4,600 M3 and time taken 42 days. • The tanks were of the fixed roof type.
HISTORY 8 Shell Nigeria - Bonga 2 tanks Slop Oil Tanks with severe naphthenate issues – residue was rock solid. • Took 10 days to complete the work Shell Nigeria – Sea Eagle • 2 tanks Slop Oil Tanks with severe naphthenate issues – residue was rock solid. • Took 10 days to complete the work and two additional weeks to cut and remove sections out.
9120 Double Diamond Parkway, Suites 44-51, Reno, NV 89521, USA Tel: 1 (775) 887-4457, Fax: 1 (775) 883-2384 e-mail: info@protecusa.com URL : www.protecintl.com www.protecworld.com