Download

1 / 1
10 likes | 166 Views
Modeling of Weld Penetration in High Productivity GTAW Asymptotic and regression analysis of a a large number of welds resulted in a general, accurate model. Üstün Duman 1 , Patricio F. Mendez 2

E N D
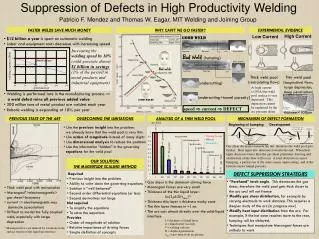
Modeling of Weld Penetration in High Productivity GTAW Asymptotic and regression analysis of a a large number of welds resulted in a general, accurate model Üstün Duman1, Patricio F. Mendez2 1: Ph.D., Center for Welding, Joining, and Coatings Research (CWJCR) – Colorado School of Mines, Golden, CO – (Currently at Novelis Corporation, Greensboro, GA 30677) 2: Weldco/Industry Chair, University of Alberta, Department of Chemical and Materials Engineering, Edmonton, Canada → Research Motivation → Methodology • The goal of this study is to model weld penetration depth when there is a gouging region. • This study involves mathematical and experimental studies of weld penetration mechanism during high productivity GTAW and validation of the weld penetration model. • Understanding the penetration mechanism under high productivity arc welding condition is critical for welding heavy and thick sectioned materials • The welds were carried out bead on-plate with Miller® Dynasty 700 • D.C. was used with a high frequency start of 60 Hertz • Welding currents varied 225-700 A and travel speeds between 2 – 17 mm/s depending on material type. • Industrial purity argon was used with a constant flow rate of 30 ft3/h. • The electrodes were 2%thoriatedtungsten at a fixed tip angle of 45° and at diameters of 1/8 and 5/32 inch (3.175 and 3.96 mm). • The torch angle was always 90° to the plate surface. • The electrode to work piece distance (arc gap) was kept constant at ¼ inch (6.35 mm). • Electrode tip to nozzle tip distance was ½ inch (12.7 mm). • Filler metal was decoupled from the torch. • Spot welds were performed on the same type of material prior to each weld • Materials welded are; ASTM A36 structural steel, AISI304 stainless steel, AA1020 and AA5083 Aluminum alloys and CP Titanium Grade 3 • Plates were 12 in long, 2 in wide, 1 and ½ inch thick. → Background • Weld penetration mechanism was explained with recirculating flow mechanism at relatively low welding currents and travel speeds in arc welding. • Under high welding current the arc pressure depresses the molten metal generating a gouging region under the arc, as displayed in Figure B. AISI304 at 100A – 1.2 mm/s CP Ti at 500A – 5.3 mm/s • Coupling of depression with high travel speeds causes the molten metal in the weld pool to be pushed to the back and sides of the gouging region resembling a key hole in front of the weld pool. • There are no relevant gouging penetration estimation work preformed before, to the best of authors knowledge, however there can be found many studies explaining the recirculating flow penetration mechanism and estimation in literature. → Results GTA weld on CP Titanium 300 A – 7 mm/s Experimental setup of the GTA welds in CWJCR welding laboratory at Colorado School of Mines • The model was constructed depending on to the scaling analysis of the 1-D heat transfer in gouging region using governing heat transfer equations. • The experimental studies are performed for the verification of the gouging penetration depth model. • A fast moving heat source is assumed (Condition 1). • The preheating effect of the torch and the thickness of the thin liquid film in the gouging region are neglected (Condition 2). • The thin film layer between gouging region and base metal is neglected (Condition 3). • The arc width and penetration depth relationship is accounted by Condition 4. Table below displays thermo-physical properties of materials • The model was constructed depending on to the scaling analysis of the 1-D heat transfer in gouging region using governing heat transfer equations. • The experimental studies are performed for the verification of the gouging penetration depth model. Parallel cross-section, top view and transverse cross-section of gouging penetration depths Coordinates and schematic view of the gouging region. • The dependence of the model on the simplifications is shown in Figures on the left. • Depending on the trend observed in condition 2, a correction function is developed to improve the normalized observation of the penetration depths. Normalized observations of the penetration depths against condition 2. Normalized observations of the penetration depths against condition 1. Normalized observations of the penetration depths against condition 3. The weld penetration model is constructed by relying on the mathematical analysis of the physics of the process and its range of validity is tested in a variety of materials using D.C. GTAW. The limits are specified where the gouging region is observed visually and within the range of the machinery limits. • Gouging region is generated by the plasma shear stress at high welding currents and travel speeds (Currents >140A and travel speeds >4mm/s depending on material type) • The weld penetration at high productivity GTA welding is generated by the direct action of the arc in gouging regime. • The gouging penetration modeling provided a reliable scaling law. • The formulation is valid, when the simplifications of the model are full-filled. • The estimation of penetration depth is proven to be valid for five different materials. • Gouging penetration depth: • Understanding the physics of the gouging penetration depth will help to reveal the occurrence of some welding discontinuities such as humping, undercutting and tunnel porosity in arc welding. • Understanding the force balance at the transition line of the trailing region and gouging region. • Coupling of wire addition to the GTA torch and modeling weld penetration. Normalized observations of the penetration depths against condition 4. → Conclusions → Future Work The corrected penetration depth estimations (Dˆ+) vs. he measured penetration depths (D) • Miller, Inc. for providing TIG Dynasty 700 welding machine and parts • Novelis for providing CP Aluminum alloy • Center for Welding, Joining and Coatings Research (CWJCR) fellow students • Dr. Stephen Liu, Dr. Gerard J. Martins, Dr. Chester J. Van Tyne at CSM • TiMet for providing CP Ti Grade 3 plates • Alcoa for providing AA5083 aluminum alloy • NSF CAREER Award • Special thanks to Yasemin Duman Acknowledgements: C1, C2 and C3 stands for constants of the corrective function that were estimated through linear regression analysis