Download

1 / 46
930 likes | 2.08k Views
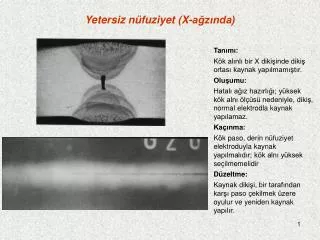
KAYNAK TEKNOLOJİSİ YÖNTEMLER ARK KAYNAĞI. Ark Kaynağı. Metallerin birleştirilmesinin, bir elektrod ile parça arasındaki elektrik arkının ısısı ile oluşturulduğu bir eritme kaynak yöntemidir.

E N D
KAYNAK TEKNOLOJİSİ YÖNTEMLER ARK KAYNAĞI
Ark Kaynağı Metallerin birleştirilmesinin, bir elektrod ile parça arasındaki elektrik arkının ısısı ile oluşturulduğu bir eritme kaynak yöntemidir. • • Arkın ürettiği elektrik enerjisi, herhangi bir metali eritmeye yeterli sıcaklıklar oluşturur: • ~ 5500 °C • • Kaynak akımı Doğru Akım ve Alternatif akım şeklinde olmaktadır. • • Çoğu ark kaynak yöntemlerinde kaynaklı bağlantının hacmini ve dayanımını arttırmak içinelektrot (ilave) metal eklenir. • • Bazı temel yöntemler, arkla kesmede de kullanılmaktadır.
KAYNAK ARKI Bir kaynak akım üretecinin A ve B uçları şekilde görüldüğü biçimde iletken kablolar yardımı ile biri iş parçasına diğeri de elektroda bağlandığında, elektrod iş parçasına değmediği zaman aradaki hava boşluğunun direncinin yüksek olmasından devrede akım hareket etmez, bu halde devre açık'tırdenir. Kaynak devresi açık
Elektrod iş parçasına dokunduğu zaman devre kapanır ve devrede akım hareket eder, bu akımın hareketi devrede bir sıcaklık yükselmesine neden olur. Bu sıcaklık yükselmesi direncin en yüksek olduğu noktada, en yüksek değerine erişir; burada bu nokta elektrodun iş parçasına değdiği yerdir. Bu durumda değme ideal olmadığından elektrik akımının direnci yüksektir ve bu neden ile değme noktası kızarmaya başlar ve burada ortaya çıkan iyonizasyon ve metal buharları nedeni ile hava iletken hale gelir. Kaynak devresi kapalı.
Bu esnada eğer elektrod birkaç milimetre geri çekilirse akım iletken hale gelmiş hava içinde akmaya devam eder ve dışarıdan bakıldığında elektrodun ucu ile iş parçası arasında göz kamaştıran parlak ışıklı ark görülür. Kaynak devresinde ark oluşumu Elektrodu noktalama yaparak arkın tutuşturulması Elektrod sürtme yöntemi ile arkın tutuşturulması.
Elektrik Arkı Nedir? Elektrik arkı = bir devredeki aralıktan geçen elektrik akım deşarjıdır. Arkı başlatmak için elektrot hafifçe iş parçasına değdirilir ve arada kısa bir mesafe kalacak şekilde temas kesilir. Elektrotun ucunda ergiyik metal havuzu oluşur, elektrot bağlantı boyunca hareket ettirilir. Ark kaynağında ana metal, elektrik devresinin bir parçasıdır. Elektrotun hareketi elle veya otomatik olarak yapılır.
Kaynak için gerekli koşullardaki elektrik akımı, bu iş için geliştirilmiş bir kaynak akım üreteci tarafından sağlanır; akım kablolar yardımı ile iş parçası ve elektrod pensesine iletilir. Kaynakçı elektrodu penseye takar ve iş parçasına değdirerek arkı oluşturur. Arkın başlatılması, yanması, boyunun ayarı, söndürülmesi, kaynak hızı ve eriyen elektrod metalinin kaynak ağzını doldurması için gerekli manipülasyonlar tamamen kaynakçı tarafından yapılır; bu yöntemde kaynağın kalitesine kaynakçının el melekesinin etkisi çok önemlidir. Oluşan arkın gücü belli bir elektrod türü için akım şiddeti ile orantılı artar; bu da bize kaynakta erime gücünün arkın şiddeti ile orantılı olduğunu göstermektedir.
Q: Isı girdisi U: Ark gerilimi I: Kaynak akımı v: Kaynak hızı η : Verim Son yapılan araştırmalara göre toplam enerjinin 85 %'si ısı ve 15 %'si de ışık enerjisine dönüşmektedir.
Uygulamada kullanılan kaynak arkının gücü 0.3 ile 160 kW; ısı eşdeğeri ise 70 ile 40.000 cal/s arasında değişmektedir. Arkın oluşturduğu ark huzmesinin ısıl enerjisi, katodik leke (negatif elektrodun ucundaki kızgın noktaya katodik leke denir) ve anodik krater (pozitif elektrodun ucundaki krater şeklindeki oyuk) arasında dağılır. Elektrik ark kaynağında genellikle elektrod negatif (katod), iş parçası pozitif (anod) kutbu oluşturur. Bu durumda elektrodun erimesi ve ark sütunu boyunca damlacıklar halinde hareket ederek iş parçasına geçmesi katodik leke tarafından üretilen ısı ile iş parçasının ısınması ise anodik krater tarafından sağlanır. Çalışma esnasında etrafa yayılan ve kaynak işlemi için kullanılan ısı ile ark huzmesi tarafından üretilen ısı denge halindedir. İki karbon elektrod arasında oluşturulan arkın görünüşü
Arktan Yayılan Işınlar Yapılan araştırmalara göre ark enerjisinin yaklaşık % 15'i ışın halinde etrafa yayılmaktadır. Bir kaynak arkından yayılan ışınlar şunlardır: • Parlak (görünen) ışınlar • Ultraviyole ışınlar • Enfraruj ışınlar Elektrik ark kaynağında enerji bilançosu.
Arktan çevreye yayılan enerjinin %10'u ultraviyole,% 30'u parlak, %60'ı da enfraruj ışınlar halindedir. Parlak ışınlar görünen ışınlardır, gözleri kamaştırır, retina ve göz sinirlerinin yorulmasına neden olur; bu bakımdan gözlerin bu ışınlara karşı muhakkak korunması gereklidir. Uygulamada bu koruma maske camlan ile yeterli bir derecede sağlanabilmektedir. Kaynakçı, kaynak yöntemine ve arkın şiddetine göre değişik koyulukta maske camian kullanarak gözlerini parlak ışınlardan korur. Elektrik ark kaynağında, arktan yayılan ışınların en tehlikelisi, insan gözünün görme alanı dışında olan ultraviyole ve enfraruj (mor ötesi ve kırmızı öncesi) ışınlarıdır. Bu ışınlar kaynakçının derisinin korunmamış kısımlarında yanıklar ve tahrişler oluşturur fakat bunların en tehlikeli etkileri gözleredir. Ultraviyole ışınları gözlerde yanma yapar; sanki göze kum kaçmış gibi saatlerce ağrımasına neden olur; bu durumdaki gözler özel asit borikli solüsyonlar ile yıkanarak tedavi edilir.
Gözler için en tehlikeli olan enfraruj ışınlardır; göz irisinin, merceğinin ve retinasının tahribine neden olur. Bu konuda en sık karşılaşılan rahatsızlık göz merceğinin saydamlığını kaybetmesi olan katarakttır ve ancak ameliyat ile kısmen tedavi edilebilir. Bu ışınlara aşırı maruz kalma retinanın tahribatına yol açar ki bu da tedavisi olanaksız bir körlüğe neden olur. Ayrıca enfraruj ışınları kaynakçılarda fiziksel bir gerginliğe de neden olur. Bu ışınların etkileri, korunma çareleri için iş emniyeti ve sağlık bölümü etraflıca bilinmelidir.
ARK ÜFLEMESİ, NEDENLERİ VE GİDERİLMESİ Bir telden elektrik akımı geçtiği zaman etrafında manyetik bir kuvvet alanı oluşur ve kuvvet hatları da iletken uzaklaştıkça seyrelir. Bir elektrik arkı da hareket halinde bulunan bir iletkendir ve dolayısı ile arkın etrafında da bir manyetik alan oluşur. İşte bu alan, kaynak anında, arkta bir oynama meydana getirir ve bu olaya da kaynakçılıkta ark üflemesi adı verilir. Ark üflemesi yalnız doğru akımla yapılan kaynakta ortaya çıkar; alternatif akım kaynağında pratik olarak ark üflemesi yoktur. Manyetik alan ferromanyetik malzemelerde çok kuvvetli oluştuğundan özellikle çeliğin kaynağında ark üflemesi daha fazla kendini gösterir. Ark üflemesi olayına sebep olan başlıca faktörleri şöyle sıralayabiliriz: - Paralel iki İletkendeki akım yönü, - Akım geçen bir İletkenin meyli, - Parçadaki akım yönü - Manyetik iletkenlerin tesiri, - Birden fazla kaynakçının çalışma hali, - Hava akımının tesiri,
Paralel iki iletkendeki akım yönü Yan yana paralel duran iki iletkenden akım geçtiği zaman, akım yönü aynı olursa, meydana gelen kuvvet alanları birleşir. Akım yönü ters olursa, kuvvet alanları ayrılır. Kaynakta bilhassa bu ikinci hal bahis konusudur. Yani elektrik akımı, kaynak makinesinin pozitif kutbundan masaya bağlanan elektrod vasıtasıyla parçaya oradan ark, elektrod ve kaynak kablosuyla da tekrar makinesinin negatif kutbuna döner.
Akım Geçen Bir İletkenin Eğimi Akım geçen bir iletkenin eğik olması halinde, kuvvet hatları arkın yönünü değiştirir. Parçadaki akım yönü Arkın yön değiştirmesine etkiyen önemli etmenlerden bir tanesi de kaynak yapılan parçadaki akımın yönüdür. Bu konuda kaynak makinasının pozitif kutbunun (kablosunun) parçaya bağlandığı yerin pozisyonu arkın sapma yönünü belirler.
Manyetik İletkenlerin Tesiri Demir, manyetik kuvvet çizgilerini havadan çok daha iyi iletir. Bir parçada kaynağa başlarken, uçta kuvvet çizgileri daha sıktır, parçanın ortasına doğru seyrekleşir. Parçanın ortasında çizgiler, normal bir dağılım gösterir; parçanın sonunda ise çizgiler, yine parçaya doğru seyrek ve son uçta sıktır. Bu olaylar arkın, kaynatılan parçanın başında, ortasında ve sonunda çeşitli yönlerde üflemesine neden olur.
Birden Fazla Kaynakçının Aynı Parça Üzerinde Beraber Çalışması Durumu Birçok kaynakçının aynı parça üzerinde birbirine yakın olarak çalışması da, arkların yön değiştirmesine neden olur. Birbirine paralel iletkenlerden aynı yönde akımın geçmesi durumunda, oluşan kuvvet alanları birleşir, akım yönü ters olursa kuvvet alanları ayrılır. Birden fazla kaynakçının aynı parça üzerinde birbirlerine yakın çalışması halinde, arklar birbirlerine doğru yönelir. Hava Akımının Etkisi Kaynak esnasında arkın yön değiştirmesine hava akımının da etkisi vardır. Kaynak yaparken sürekli olarak bir hava akımı oluşur, arkın sıcaklığı ile ısınan hava yukarıya doğru çıkar ve bunun yerini aşağıdan gelen soğuk hava alır. Bu olayın arkın üflemesine neden olması çok az rastlanan bir durumdur. Uygulamada, ark üflemesine yukarıda açıklanmış olan çeşitli nedenler beraberce, çeşitli şiddetlerde etkiyerek neden olmaktadırlar.
Ark Üflemesinin Önlenme Yolları Ark üflemesi istenmeyen bir olaydır; zira bu üfleme hatasız kaynak yapma olasılığını kısıtlar. Kaynakçı cürufun akışına hakim olamaz ve sonuçta cüruf kalıntısı içeren yetersiz bir birleşme, hatalı dikiş formu, nüfuziyeti az bağlantılar elde edilir. Kaynak sırasında bir takım önlemler yardımı ile arkın üflemesi önlenebilir. Bu konuda uygulamada alınan önlemler şunlardır: • - Elektroda uygun bir meyil verilmesi • - İlk pasonun adım usulü kaynak yapılması • - Yeri değiştirilebilen bir kutup tertibatının kullanılması • - Kaynak dikişinin puntalanması • - Kısa ark boyu ile kaynak yapılması • - Örtülü elektrodlarla kaynak yapılması • - Alternatif akım kullanılması • - Bir manyetik üfleme tertibatının kullanılması • İnce çaplı elektrodlarla kaynak yapılması • İlave Demir Kütleler Kullanılması
- Elektroda uygun bir meyil verilmesi - İlk pasonun adım usulü kaynak yapılması
- Yeri değiştirilebilen bir kutup tertibatının kullanılması Kaynak yaparken, yeri değişebilen bir kutup bağlantısı kullanılması ile ark üflemesi uygun bir hale dönüşebilir. Bunun için de parçaya bağlanan kablo daima yeri kolayca değişebilecek bir düzenle bağlanır. Böylece pozitif kutup istenen noktaya getirilerek kuvvet çizgilerinin kontrol altında tutulması ile ark üflemesinin yönüne etkide bulunmak mümkün olur. - Kaynak dikişinin puntalanması Bir (V) dikişinin puntalanması. Uygun bir biçimde bağlandığında, hava aralığı küçüleceğinden, ark üflemesi de azalır.
- Kısa ark boyu ile kaynak yapılması Uygulamada uzun ark boyu ile çalışıldığında, ark üflemesinin, kısa ark boyuna oranla, daha kuvvetli olduğu görülmüştür; bu neden ile ark üflemesini önlemek için, daima kısa ark boyu ile çalışılmalıdır. - Örtülü elektrodlarla kaynak yapılması, bölgeyi koruyucu etkisi vardır. - Alternatif akım kullanılması Alternatif akımda belirli bir kutup bahis olmadığından, kaynak sırasında arkın üflenmesi, doğru akıma nazaran daha azdır. • Bir manyetik üfleme tertibatının kullanılması Bir manyetik üfleme donanımı ile arkın stabilize edilmesi olasılığı vardır. Örneğin; karbon elektrodlarla yapılan kaynakta, manyetik bir üfleme donanımı kaynak pensesine takılarak ark üflemesi ortadan kaldırılmaktadır. - İnce çaplı elektrodlarla kaynak yapılması İnce çaplı elektrodlarla yapılan kaynakta, kalın çaplı elektrodlara oranla ark, daha hafif üflenir. Bu olay ark boyunun kısa ve cürufun az olmasından kaynaklanmaktadır.
İlave Demir Kütleler Kullanılması Önceden belirtilmiş olduğu gibi manyetik kütleler arkı kendi yönlerine çekmektedir. Örneğin; kaynak yapılan bir yerin uç kısmında ark, parçanın orta kısmına doğru üflenmektedir. Bu şekilde kaynak yaparken üfleme yönünün ters tarafına iri demir kütleleri koyarak ark üflemesi kontrol altına alınabilmektedir. Ark Kaynak Elektrodlarının İki Temel Türü: • Eriyen– kaynak sırasında tüketilen • Erimeyen– kaynak işlemi sırasında tüketilmeyen Eriyen elektrotla ark kaynağında, elektrottan ergiyen metalin arktan geçerek kaynak banyosuna geçiş şekilleri farklılık gösterebilmektedir. Bu farklılıkların bilinmesi kaynakçı için işe uygun olanı seçebilme imkanı sağlayacaktır. Üç türlü geçiş vardır:
1. Yüksek akım yoğunluklarında küresel ark geçişi meydana gelir. 2. Kritik akım yoğunluğunun üzeride sprey ark geçişi oluşur. Bu ark, tüm kaynak pozisyonlarında kullanılabilir. Burada metal transferini sağlayan yüksek akımdır. 200 amperin üzerindeki akım değerlerinde ve tel çapının 1 mm üzerinde olduğunda
3. Kısa devre ark Buradaki metal geçişi elektrodun kaynak banyosuna temas ederek kısa devre oluşturması ve bunun sonucunda metal damlalarının koparak kaynak banyosuna geçişiyle olur. Kısa devre metal geçişi yaklaşık 200 amper akım değerlerine ve ince çaplı 0.6 ile 1.2 mm tellerin kullanımıyla oluşturulabilir. Doğru akım güç kaynaklarıyla elde edilir. Ark Koruması Ark kaynağında çıkılan yüksek sıcaklıklarda, metaller havadaki oksijen, azot ve hidrojenle tepkimeye girebilirler. —Bu tepkimeler kaynak bağlantısının mekanik özelliklerini olumsuz etkiler. —Bu tepkimeleri engellemek için arkın havayla temasının kesilmesi gerekir. Ark koruması iki şekilde yapılabilir: —Koruma gazları, e.g., argon, helyum, CO2 —Dekapan: Temizleyici (flux)
Dekapan: Kaynak sırasında oksitlerin ve diğer kirliliklerin oluşumunu engelleyen veya bunları çözerek uzaklaştıran bir maddedir. Kaynak için koruyucu atmosfer oluşturur Arkı kararlı hale getirir Sıçramayı azaltır Değişik Dekapan Uygulama Yöntemleri: Toz şeklinde kaynak bölgesine dökülebilir. Çubuk elektrotların üzeri dekapanla kaplanır, elektrot eridikçe, dekapan kaynak bölgesine girer. Bunlara örtülü elektrot denir. Dekapanın öz halinde içine doldurulduğu ve elektrod erirken açığa çıkan tüp şeklindeki elektrodlar (özlü elektrodlar)
Ark Kaynağındaki Akım Üreteçleri (KAYNAK MAKİNALARI ) Kaynak makinalarının veya akım üreteçlerinin amacı kaynak arkını sürekli oluşturacak gerilim ve şiddette kaynak akımını sağlamaktır. Ayrıca her akım menbağının kullanılan kaynak usulüne göre, aşağıdaki önemli hususları yerine getirmesi gerekir. a) Ayarlanan kaynak akım şiddetini sabit tutmak, b) Ark boyunu sabit tutmak, c) Arktaki metal geçişine tesir etmek, d) Şebeke gerilimini sınırlandırılmış boşta çalışma gerilimine çevirmek. Bu saydığımız hususlardan genel olarak akım menbağının statik ve dinamik karakteristikleri sorumludur. Bir kaynak makinasının statik ve dinamik karakteristikleri tamamen elektrik karakteristiklerdir ve akım menbağının belirli bir usul için uygunluğunu tayin eder.
Statik ve dinamik karakteristik mefhumu aynı zamanda kaynak makinasının özelliklerini de tespit eder. Şöyle ki: a) Arkın tutuşma kabiliyeti, b) Arkın kararlığı, c) Sıçrama nispeti ve teşekkülü, d) Arkın sertliği... gibi. Bugün bir kaynak makinasının özelliklerini laboratuarda yapılan ölçülerle tespit etmek mümkündür. Elektrik ark kaynağı makinaları, genel olarak yüksek gerilim ve düşük akım şiddetinde bulunan şebeke akımını, düşük gerilimi yüksek akım şiddetindeki kaynak akımına çeviren vasıtalardır. El ile yapılan normal ark kaynağında ark gerilimi 25 ilâ 55 volt ve akım şiddeti de 10 ilâ 600 amper arasında değişir. Kaynak makinaları ayrıca, kullanılan elektrodun çapına uygun bir akım şiddeti tatbik edebilecek bir ayar tertibatı ile teçhiz edilmiştir. Elektrik ark kaynağını hem doğru hem de alternatif akımda yapmak mümkün olduğundan, kaynak makinaları da iki ana gruba ayrılır. A- Doğru akım veren kaynak makinaları. Kaynak jeneratörü ve kaynak redresörleri. B- Alternatif akım kaynak makinaları. Kaynak transformatörleri.
– AC makinaları satın alma ve işletme bakımından daha ucuzdur ancak genellikle demir esaslı metallerle sınırlıdır. – DC ekipman tüm metallerde kullanılabilir ve genel olarak ark kontrolü için daha avantajlıdır. Doğru akım kaynak makinaları: Kaynak jeneratörleri ve kaynak redresörleri tarafından sağlanır. Kaynak jeneratörleri trifaze şebekeye bağlı bir elektrik motoru ve kaynak dinamosundan meydana gelir. Kaynak redresörleri de bir transformatör ve bir de redresörden meydana gelirler. Transformatör şebeke akımını kaynak akımına çevirir; yani gerilimi düşürür, akım şiddetini yükseltir. Redresör ise kaynak akımını doğru akıma çevirir. Alternatif akım kaynak makinaları: Bunlar kaynak transformatörleri olarak adlandırılırlar. Kaynak transformatörleri, gerilimi yüksek ve akım şiddeti düşük olan şebeke akımını, gerilimi düşük fakat akım şiddeti yüksek olan kaynak akımına çevirirler.
Doğru akımın alternatif akıma göre üstünlükleri şunlardır: • Düşük akım şiddetleri ve ince çaplı elektrodlar halinde doğru akım daha iyi sonuçlar vermektedir. • Doğru akımda bütün elektrod türleri ile kaynak yapmak mümkündür. • Doğru akımda arkın tutuşturulması daha kolaydır, • Doğru akımda sürekli olarak kısa ark boyu ile çalışmak daha kolaydır. • Doğru akım ile düşük akım şiddetlerinde daha kolay kaynak yapılabileceğinden tavan ve dik kaynak uygulamaları kolaylaşır. • Doğru akım, ince sacların kaynağında daha iyi sonuçlar verir. • Genellikle doğru akımda alternatif akıma göre daha az sıçrama olur. Kaynak Akım Üreteci Seçimi Bir kaynak akım üretecinin kapasitesini, en çok sağlayacağı akım şiddeti ve rölatif devrede kalma süresi belirler. Kaynak akım şiddeti, devrede kalma süresi ve ark gerilimi kaynak bağlantısının biçimi, büyüklüğü ve kaynak pozisyonu yardımı ile saptanır; doğal olarak işyeri şebekesinin gücü de bunu sınırlayan önemli bir etmendir. Bir kaynak akım üretecinin seçiminde şu konular göz önünde bulundurulmalıdır: · Tasarlanan kaynak işlemleri için kullanılacak elektrodların türü, · Tasarlanan kaynak işlemi için gereklimaksimum akım şiddeti, · İşyerinde şebekeden çekilebilecek en çok güç, · İş yeri şebekesinin faz sayısı ve gerilimi, · Ön görülen devrede kalma oranı.
Kaynak jeneratörlerinin genel özellikleri şunlardır: a) Her çeşit elektrodla kaynak yapılabilir. b) Elektrik motoru İle tahrik halinde fazlar eşit yüklenir. c) Pahalı makinalardır. Bakım masrafları yüksek ve ömürleri kısadır. d) Randımanları düşüktür (45 ilâ 65 %) e) Boşta çalışma sarfiyatı yüksektir. (1 ilâ 2,5 Kw) f) Ark üflemesine sebebiyet verirler. g) Güç faktörü (Cos) iyidir. h) Boşta çalışma gerilimi yüksektir. i) Kazan ve gemi kabineleri gibi dar yerlerin kaynağında kullanılabilir. İyi bir kaynak jeneratörünün aşağıdaki özelliklere sahip olması istenir: a) Bütün akım aralıklarında İyi bir kaynak özelliği. b) Bütün elektrodlarla kolayca kaynak yapabilme özelliği (Normal ve özel elektrodlar gibi). c) Kaynak akımının kademesiz olarak ayarlanabilme özelliği. d) Yüksek verimle çalışabilme özelliği. e) Boşta çalışma sarfiyatının az olması. f) Büyük bir akım ayarlama aralığı. g) Kolay taşınabilme özelliği. h) Yüksek akım şiddeti istendiğinde paralel bağlanabilme özelliği i) İyi bir havalandırma ve soğutma özelliği. j) Toza ve yağmur suyuna karşı iyi bir muhafaza. k) Kömürleri kolayca değiştirebilme, l) Krenle taşınabilme kolaylığı m) İcabı halinde kuyruk milinden tahrik edebilme imkânı. n) Kolay kutup değiştirebilme imkânı. o) Her gerilimdeki şebeke akımına kolay bağlanabilme kolaylığı.
Kaynak redresörlerinin umumi özellikleri şunlardır: a) Trifaze şebeke eşit olarak yüklenir b) Boşta çalışma sarfiyatı azdır (0,5 ilâ 1,0 Kw). c) Randıman, jeneratörlerle nazaran daha yüksektir. (55 ilâ 70%) d) Dönen aksamları mevcut olmadığından sessiz çalışır ve uzun ömürlüdür. Kaynak redresörleri ile jeneratörlerin mukayesesi: Bu mukayeseyi aşağıdaki bakımlardan yapmak gerekir. a) Kaynak kabiliyeti Bu bakımdan ikisi arasında bariz bir fark yoktur, b) İşletme şartları Redresörler tozlu bir ortamda kullanıldığı zaman; soğutma elemanlarının bozulma ve arıza kendini gösterir. İyi muhafaza altına alınmamış jeneratörler de toza karşı hassastır. Diğer taraftan redresörler sessiz bir çalışma sağlar, c) Ömür Kaynak redresörlerinde, redresör plakaları (elemanları) 10000 ilâ 15000 saatlik bir çalışma ömrüne sahiptir.
d) Güç Tecrübeler, selenyumlu redresörlerin verimlerinin % 1-10 jeneratörlerden daha düşük olduğunu göstermiştir. Güç faktörü redresörlerde 0,5-0,7 jeneratörlerde ise 0,5-0,9 arasındadır. e) Enerji sarfiyatı Enerji sarfiyatı genel olarak kullanılan kaynak akımına bağlıdır. 8 saatlik bir çalışma süresinde ve genel olarak % 60 devrede kalma müddetinden bu sarfiyat, jeneratörler ile redresörlerde hemen hemen aynıdır, f) Ağırlık, hacim ve makina maliyeti Silisyumlu redresörlerin jeneratörlerle takriben aynı ağırlık ve ebatta olmalarına rağmen, selenyumlular takriben % 20-30 daha büyük ve daha ağırdırlar. 300 amperliğe kadar olan jeneratör ve redresör fiyatlarında büyük bir fark mevcut değildir, daha büyük tiplerde fiyat bugün jeneratörün lehinedir.
Kaynak transformatörlerinin umumi özellikleri şunlardır: a) Ucuz makinalar olup, bakım masrafları az ve Ömürleri uzundur. b) Az yer işgal eder, hafiftirler. c) Randımanı yüksektir (75 ilâ 95 %) d) Boşta çalışma sarfiyatı azdır (azami 0,25 Kw). e) Fazlar eşit yüklenmez. f) Kondansatör kullanılmazsa güç faktörü (Cos) küçüktür. g) Yalnız özlü ve örtülü elektrodlar kullanılır, h) Boşta çalışma gerilimi yüksektir. i) Ark az üflenir. j) Bakır, hafif madenler, yüksek alaşımlı çeliklerin kaynağı için müsait değildir. k) Alternatif akım tehlikeli olduğundan dar yerlerde ve kazan kaynaklarında kullanılmaz. Doğru ve alternatif akım ile kaynağın kaynak tekniği açısından mukayesesi: a) Arkın kararlılığı Genel olarak ark hem doğru hem de alternatif akımda aynı derecede kararlı olarak yanar. Normal örtülü elektrodlarla alternatif akımda kaynak yapıldığı zaman, arkın kararlılığına tesir eden Önemli bir faktör göze çarpmaz.
b) Tutuşma özelliği Doğru akımla kaynakta, genel olarak bütün elektrod tipleri için tutuşma özellikleri gayet iyidir. Transformatörlerde yeter derecede bir tutuşma gerilimine sahip oldukları zaman, iyi tutuşma özellikleri sağlar. 2,5 mm'den daha ince çaplı elektrodlar, doğru akımda iyi tutuşma özelliğine sahip bulunmalarına rağmen, alternatif akımdaki tutuşma özellikleri fenadır. Bu mahzur da kaynak transformatörünün İyi bir yüksek frekans cihazı ile takviyesi neticesinde bertaraf edilir. c) Arkın üflemesi Doğru akım ile yüksek akım şiddetinde kaynak yapıldığı zaman bilhassa kısa kaynak dikişlerinde ekseriye dikişin başında ve sonunda kuvvetli bir şekilde ark üflenir. Buna mukabil alternatif akımda böyle bir üfleme yoktur. Alternatif arkında üflemenin meydana gelmemesi, arkın daha sakin yanmasını sağlar ve dolayısıyla da dikişin kenarında yanma çentikleri hasıl etmez. Bu ark üflemesi aynı zamanda kuvvetli bir sıçrama kaybı 10 %'a erişmekteydi. Bugün ise modern elektrodların geliştirilmesiyle sıçrama kaybı 4 %'nin altına düşmüştür.
d) Kutup durumu Doğru akımda elektrodu istenen kutba bağlama imkanı mevcuttur. Böylece bütün tip elektrodlarla kaynak yapılabilir. Halbuki alternatif akımda elektrodu istenen kutba bağlama imkanı yoktur. e) Eritme gücü Umumiyetle modern tip elektrodlarla doğru akımda yapılan kaynakta eritme gücü, alternatif akımla yapılan kaynağa nazaran azami 2 % daha fazladır. Bazı özel elektrodlarda eritme gücü daha da yüksektir. Bu da doğru akımda kaynak süresinin alternatif akıma nazaran takriben 5-10 % daha az olduğunu gösterir. Alternatif akımda statik karakteristiğin daha dikey olması dolayısıyla boşta çalışma gerilimi de yüksek olduğundan, yüksek güçlü elektrodlarla ve hızlı kaypakta 30-40 volt gibi ark gerilimine düşme avantajı sağlar. Zira bir transformatördeki akım düşüşü, düşen karakteristikli bir kaynak jeneratöründekinden daha azdır. Meselâ, bir elektrodla 25 volt ark geriliminde ve 150 amper akım şiddetinde kaynak yapılsın. Bunun için kaynak transformatöründe 160 amper ve kaynak jeneratöründe de 190 ampere ayarlama yapmak icap eder. Her iki akım ayarında da ark gerilimi 25 volttur. Bir transformatörün verebileceği azami akım şiddeti ile ancak yavaş olarak kaynak yapılabilir. Hâlbuki aynı elektrodla ve aynı akım şiddeti ile transformatörde daha kolay kaynak yapılır. Bu takdirde, bu elektrod için transformatörle, jeneratöre nazaran daha yüksek bir eritme gücü elde edilir.
f) Kaynak dikişinin kalitesi Kaynak dikişinin kalitesi bakımından, doğru ve alternatif akım ile yapılan kaynaklar arasında bir fark yoktur. Her İkisinde de kalite aynıdır. g) Netice Kaynak tekniği bakımından doğru ve alternatif akım ile kaynağın farklarını şöyle hulasa edebiliriz: g1-2,5 mm. çapa kadar elektrodlarla yapılan ince saç kaynaklarında genel olarak doğru akım kullanılmalı. g2-2,5 mm'den daha kalın çaplı elektrodlarla yapılan kaynakta doğru ve alternatif akım aynıdır. g3- Derin nüfuziyetelektrodları ve yüksek akım şiddeti ile yapılan kaynaklarda, doğru akımda arkın üflenmesi fazla olduğundan, alternatif akım kullanılmalıdır. g4- Kutup değiştirmek bahis konusu olduğu zaman, doğru akım tercih edilmelidir.
Doğru ve alternatif akım ile kaynağın elektroteknik bakımdan mukayesesi: a- Güç faktörü Güç faktörünün (Coş) jeneratörlerde takriben 0,8 olup, kondansatörlü transformatörlerde de 0,7'dir. b— Verim Kaynak jeneratörlerinde verim 0,5 civarındadır. Buna rağmen transformatörlerin verimi daha yüksek olup, takriben 0,8'dir. c- Şebekeye bağlama Kaynak jeneratörleri trifaze şebekeyi eşit olarak yükler. Hâlbuki monofaze kaynak transformatörleri şebekeyi eşit olarak yüklemez.
Doğru ve alternatif akım İle kaynağın ekonomiklik bakımından mukayesesi: Alım fiyatı Avrupa'da kaynak transformatörlerinin alım fiyatı aynı güçteki bir kaynak jeneratörünün fiyatının 1/2 ilâ 2/3 arasında değişir. b) Bakım masrafı Transformatörlerde bakım masrafı çok azdır. Buna mukabil kaynak jeneratörleri daha çok bakıma ihtiyaç gösterir. c) Enerji masrafı Genel olarak bir kaynak jeneratörü aynı güçlü kaynak transformatöründen % 60 kadar fazla elektrik enerjisi sarf eder. d) Elektrot masrafı Bugün, doğru ve alternatif akım da aynı tip örtülü elektrodu kullanmak mümkün olduğundan, kullanılan elektrodun masrafı bakımından ikisi arasında bariz bir fark yoktur.
Kaynak Makinaları İle İlgili Bazı Deyimler • Boşta Çalışma Gerilimi Kaynak makinasının, kaynak yapmaya hazır durumda bulunup ancak kaynak yapılmadığı zaman kabloların bağlandığı noktalar arasında ki gerilime boşta çalışma gerilimi denir. Kaynağa başlarken elektrodun tutuşturulma işlemi esnasındaki gerilime de tutuşturma gerilimi denir ve uygulamadaki değeri, boşta çalışma geriliminin aynıdır. Uygulamada tutuşma gerilimi yükseldikçe, tutuşmanın kolaylaştığı görülür; fakat emniyet açısından hiçbir zaman 120 V'u geçmesine izin verilmez; diğer taraftan bu gerilimin küçük olması da istenmez; Zira küçük tutuşturma gerilimleri tutuşmayı zorlaştırır, hatta olanaksız kılabilir. • Çatışma Gerilimi Kaynak yaparken, yani ark yanarken kabloların bağlandığı klemenslerin arasındaki gerilime çalışma gerilimi denir. Standard çalışma gerilimleri aşağıda verilmiştir.
Çalışma gerilimi (Volt) Akım şiddeti (Amper) 25 250 30 250 - 400 35 400 • Ark Gerilimi Kaynak yaparken parça ile elektrod ucunun arasındaki gerilime ark gerilimi denir. • Kaynak Akımı Kaynak yaparken, yani kaynak devresinde ark yanarken, çalışma gerilimine karşı gelen akım şiddetine kaynak akımı adı verilir. • Nominal İşletme El ile yapı standart ark kaynağında normal işletmeyi örneğin, İsviçre Standardı'na göre şöyle tanımayabiliriz; Bütün kaynak çevriminin süresi 2 dakika ise, bunun % 60 toplam yüklenme süresi (72 saniye) ve geri kalanı da (48 saniye) boşta çalışma süresi alınmaktadır. Böyle bir işletmeye nominal işletme denir.
• Sürekli Akım Bir kaynak makinasından sürekli olarak çekilebilecek akım şiddetine sürekli akım denir. Nominal Kaynak Akımı Kaynak makinasının % 60 yükleme oranında verdiği en yüksek akım şiddetine nominal kaynak akımı adı verilir. • Ayar Alanı Bir kaynak makinasının ayar alanı, verdiği en düşük ve en yüksek akım şiddetleri ile sınırlanmış olan alandır. Bu ayar atanında uygun elektrodlar ile iyi bir biçimde kaynak yapılabilir. • Yükte Kalma Oranı Kaynak akım üretecinin yük altında çalıştığı sürenin (arkın yandığı süre, bilfiil çalışma süresi) makinanın çalışma süresine oranının 100 ile çarpımına yükte kalma oranı denir.
Örneğin, bir kaynak işlemi 3 dakika sürüyor ve kaynakçı cüruf temizleme ve penseye yeni bir elektrod takıp tekrar işe başlamak için 2 dakika sarf ediyorsa bu durumda yükte kalma oranı: olarak hesaplanır. Kaynak akım üreteçlerinin etiketleri üzerinde belirtilen akım şiddeti, bu makinanın % 60 yükte kalma oranında verebileceği en yüksek akım şiddetidir. % 60 yükte kalma oranında 300 A verebilen bir makina 350 Amper'de çalıştırıldığında yükte kalma oranı ne olacaktır? Bir kaynak akım üretecinin yükte kalma oranı bu şekilde hesaplanabileceği gibi Şekilde verilmiş olan abak yardımı ile de saptanabilir. Bu tür bir abak özellikle çeşitli akım üreteçlerinin karşılaştırılmasında büyük kolaylık sağlar.
Kutuplama DAEP: Doğru Akım Elektrod Pozitif (Ters Kutuplama) DAEN: Doğru Akım Elektrod Negatif (Düz kutuplama)
(a) TIG kaynağı; kaynak banyosunun (b) DAEN için nüfuziyet şekli; (c) DAEP için nüfuziyet şekli; (d) AA için nüfuziyet şekli