Download
1 / 44
480 likes | 887 Views
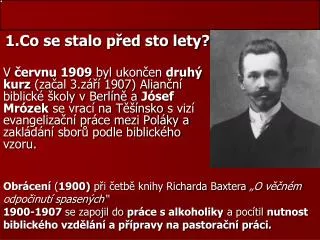
SPEZIALIST. Kurz pro specialisty Závitovací nástroje DC. Rozměry závitů. M aticový závit. Šroubový z ávit. D =. vnější Ø ( jmen. Ø ). = d. D 2 =. střední Ø. = d 2. D 1 =. malý Ø. = d 3. P =. stoupání. = P. = a. a =. vrcholový úhel. = =. h. d2 = D2. h.

E N D
SPEZIALIST Kurz pro specialisty Závitovací nástroje DC
Rozměry závitů Maticový závit Šroubový závit D = vnější Ø (jmen. Ø ) = d D2 = střední Ø = d2 D1 = malý Ø = d3 P = stoupání = P = a a = vrcholový úhel = = h d2 = D2 h = = h/2 h/2 h = teoretická výška profilu
55° 60° P P 30° 3° P 80° P PG (Elektro-závit) 30° 30° P P 60° 55° TR ( Lichoběžníkový závit) Rd(Oblý závit podle DIN 405 ) 1° 47' 22" 1° 47' 22" P P Rc, (BSPT) (Whitworthův trubkový závit) NPT / NPTF (Americký trubkový závit ) S(Pilovitý závit) Profily závitů M, MF, UNC, UNF, UNEF, UN.. W (BSW), BSF,G (BSP), Rp
P P P h h h Vícechodé závity dvouchodý jednochodý Kdy jsou zapotřebí vícechodé závity ? • Když je nutno dosáhnout velký axiální pohyb malým počtem otáček. - Když jádro závitu nesmí být zúženo jediným velkým profilem. Příklad: M 42 × 9 = M 42 × 9 P 4.5 (2chodý) Vložen 1 další chod Jádro zesíleno, avšak plocha boku je menší Zeslabenéjádro P
Max. profil 6G 6H 176µ Závitník 150µ Min. profil 26µ H/h = 0 Systémy lícování M Standardní Maticový závit = 6H Šroubový závit = 6g Velké písmeno = vnitřní Malé písmeno = vnější Písmeno = druh uložení Číslo = stupeň přesnosti Příklad: M6 6H -26µ Závitová čelist -138µ 6g
50 40 30 20 10 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 200 120 150 180 210 240 265 300 330 355 385 415 44 34 22 27 31 37 40 Systém určování materiálů dle DC Tažnost v % Pevnost v tahu v MPa Tvrdost = HB Tvrdost = HRc
X Y Z Pevnost v tahu Nerezavějící ocel Legovaná ocel >850-<1150N/mm² Vysoce pevná ocel Stavební ocel Hliník 250 MPa 370 MPa 550 MPa 920 MPa 1300 MPa Tažnost X = původní měřená délka Y = měřená délka při přetržení Z = rozdíl délek v procentech udává mezní protažení
MPa Pevnost v tahu 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 100 125 150 185 210 240 270 300 330 360 390 420 Tvrdost = HB Tvrdost = HRc 21 26 30 34 37 40 44 Tvrdost HB HRc Hloubka vtlačení Kužel Kužel Ø vtlačení
Z S H N W Geometrie břitu Pevnost v tahu Tažnost Ø vnějšího závitu Úhel čela S H Z N W Podbroušení
N ........ FP/FA.... W ........ Z ........ S ........ H ........ GG . 50 ..-3 TL …. VS RTS …. VS Označení závitníků Specifické závitníky pro speciální materiály Specifické nástroje pro speciální prac. metody
S Tažnost v % H Pevnost v tahu MPa Tvrdost [ HB / HRc ] S E L L S E Program podle aplikační tabulky DC vhodný optimální podmíněně vhodný L
S E 10 Skupiny obrábění Ocel legovaná / zušlechtěná >850 - <1150 N/mm² 15 1.3553 X82WMoCrV6-5-4 1.6580 30CrNiMo 8 1.7220 34CrMo 4 1.7225 42CrMo 4 1.8507 34CrAlMo 5 Druhy materiálu N W Z S H 11 12 13 14 15 16 Automatová ocel Stavební, cementační ocel Uhlíková ocel Legovaná ocel <850 N/mm² Legovaná ocel >850 - <1150 N/mm² Vysoce pevná ocel Ocel Výtah z klíče pro označování oceli Př.: 1.6580 = 30CrNiMo 8 1.7225 = 42CrMo 4 Zušlechtěné oceli 2 Mechanické vlastnosti, zušlechtěná ocel Mezní protažení A Pevnost v tahu Rm Č. mat. ÷16 mm 17÷40 mm 41÷100 mm 101÷160 mm ÷16 mm 17÷40 mm 41÷100 mm 101÷160 mm N/mm² % 1.6580 1250÷1450 1250÷1450 1100÷1300 1000÷1200 9 9 10 11 1.7225 1100÷1300 1000÷1200 900÷1100 800÷950 10 11 12 13
20 S E Skupiny obrábění austenitické 22 1.4301 X5CrNi 18 10 1.4406 X2CrNiMoN 17 12 2 1.4435 X2CrNiMo 18 14 3 1.4541 X6CrNiTi 18 10 1.4571 X6CrNiMoTi 17 12 2 Druhy materiálu N W Z S H 21 22 23 24 Nerez. ocel / sířená austenitická ferit., martenzitická <850 N/mm² ferit., martenz. >850 - <1150 N/mm² Nerez. ocel Výtah z klíče pro označování ocelí 13 Nerezavějící a kyselinovzdorné oceli Mechanické vlastnosti při pokojové teplotě Rp1 Rm Rp2 A Stav TvrdostHB 30 Mez příp. mez kluzu 0.2% Mez průtažnosti 1% Č. mat. prud. zchlaz. Pevnost v tahu Mezní protažení žíhaná zušlecht. kalená [ HRc ] ³ N/mm² ³ N/mm² N/mm² ³% 1.4301 - - - 130÷180 195 230 500÷700 45 1.4435 - - - 120÷180 190 225 490÷690 35
krátký (£ 1,5 × D) hluboký (> 1,5 × D) Průchozí závit Závit do dna Závit do slepého otvoru Druhy otvorů Délky závitů
Konstrukční délky závitníků Náběh závitníku Břit a = čtyřhran d2 = Ø stopky d1 = jmen. Ø Úhel čela l2 = délka závitu Drážka l3 = využitelná délka závitu l1 = celková délka - 3 2½ závitu (Tvar C) - 4 (Tvar B) (Tvar D) 4 závity Strojní závitník - 5 1½ závitu ( Tvar E ) - 8 8 závitů ( Tvar A )
Tvary drážek Přímé drážky .10 Přímé drážky s loupacím náběhem .20 Jen loupací náběh .30 Mírně šroubovité drážky .50 Silně šroubovité drážky .60 Korunkový závitník .70 .80 bez mazacích drážek Tvářecí závitníky .81 s mazacími drážkami Kombinovaný závitník 5951 5952
Materiál Typ závitníku Př.: Druh N .10 N .10 N .10 31 62 74 GG – Šedá litina Mosaz – krátká tříska Hliník legovaný Si > 10% Tvary drážek “.10“ Závitník s přímými drážkami N Použití: Průchozí a slepé otvory v materiálech dávajících krátkou třísku Zkušenosti z praxe: Vhodný také pro materiály dávající dlouhou třísku, jestliže: - délka závitu < 1 x D při silném stoupání - délka závitu < 1,5 x D při mírném stoupání • a sice tehdy, když chybí speciální závitníky pro slepé otvory, • když je třeba se vyhnout dlouhým třískám.
Př.: Druh Materiál Typ závitníku N .20 S .20 H .20 Z .20 TL .20 W .20 12 15 16 22 42 71 Stavební ocel Legovaná ocel Vysoce pevná ocel Nerezavějící ocel Slitiny titanu Hliník Tvary drážek “.20“ Závitník s loupacím náběhem N TL W Z S H Použití: Průchozí otvory v materiálech dávajících dlouhou třísku Zkušenosti z praxe: Dává dobré výsledky také: • u materiálů dávajících krátkou třísku • (často výhodné u horizontálního obrábění)
Př.: Druh Materiál Typ závitníku N .30 N .30 12 71 Stavební ocel Hliník Tvary drážek “.30“ Závitník pouze s loupacím náběhem N Použití: Průchozí otvory v materiálech dávajících dlouhou třísku£ 1.5 × D (Obrábění plechů) Zkušenosti z praxe: Pod M 2 je vhodný pro materiály dávající dlouhé třísky, pro průchozí a slepé otvory do 2xD
Př.:Druh Materiál Typ závitníku N .50 N .50 N .50 11 12 62 Automatová ocel Stavební ocel Mosaz – krátká tříska Tvary drážek “.50“ Závitník s mírně šroubovými drážkami (<R15) N Použití: Slepé otvory: v materiálech s krátkou třískou£ 2,5 x D v materiálech s dlouhou třískou£ 1,5 x D
Druh Materiál Typ závitníku GG .50 GG .50 31 74 Šedá litina Hliník legovaný Si > 10% Tvary drážek “.50“ Závitníky s mírně šroubovými drážkami (<R15) GG Použití: Průchozí a slepé díry v materiálu dávajícím krátkou třísku£ 2,5 x D
Druh Materiál Typ závitníků TL .51 42 Slitiny titanu Tvary drážek “.51“ Závitníky s lehce šroubovými drážkami (R15) a vysazenými zuby TL Použití: Slepé otvory v materiálech dávajícíchdlouhou nebo středně dlouhou třísku£ 2 × D
Př. : Druh Materiál Typ závitníku H .50 H .50 H .50 15 16 83 Legovaná ocel Vysoce pevná ocel Plastové lamináty Tvary drážek “.50“ Závitník s mírně šroubovými drážkami (R25) H Použití: Slepé otvory v materiálech dávajících dlouhou nebo střední třísku£ 1,5 × D Zkušenost z praxe: Dobré výsledky poskytuje také: v materiálech dávajících krátkou třísku (Ms58) až do hloubek závitu £ 2,5 × D
Druh Typ závitníku Materiál 15 24 52 Ocel legovaná feritická, martenzitická <850 N/mm² Slitina niklu 2 S .60 S .60 S .60 Tvary drážek “.60“ Závitník se silně šroubovými drážkami (R35) S Použití: Slepé otvory v materiálech dávajících dlouhou třísku£ 2 x D
Př.: Druh Materiál Typ závitníku N .60 N .60 N .60 W .60 N .60 12 32 63 71 73 Stavební ocel Litina s kuličkovým grafitem GGG Mosaz – dlouhá tříska Hliník Hliník legovaný Si < 10% Tvary drážek “.60“ Závitník se silně šroubovými drážkami (R40) N W Použití: Slepé otvory v materiálech dávajících dlouhou třísku£ 2,5 × D
Závitník DC, typ N . 62V-3 Jaké okolnosti vedou k zaklínění třísek? Smotané třísky Předvrtaná díra s vyvrtaným otvorem Slepá díra > 2,5 x D Jaké jsou příčiny pro vylomení ve vodicím závitu? Tříska se zaklíní při zpětném chodu mezi zubem závitu a materiálem Závitník se zúženýmvodicím závitem Použijte závitník N.62V-3 se zúženým vodicím závitem! Doporučení DC:
Tvary drážek “.62“ Závitník se silně šroubovými drážkami (R40) a zúženým vodicím závitem Z Závitník se zúženým vodicím závitem Použití: Slepé otvory v materiálech dávajících dlouhou třísku£ 2,5 × D Př.: Druh Materiál Typ závitníku Z .62/.60 Z .62/.60 Z .62/.60 Z .62/.60 22 23 51 61 Ocel austenitická feritická, martenzitická <850 N/mm² Slitina niklu 1 Čistá měď Doporučení: Závitník pro jemné závity ( MF, UNF a G ) bez zúžení
Povrchové zpracování a povlakování Doporučené použití Mazání Označení Úprava povrchu, povlakování Skupiny obrábění Olej Emulze E Úprava povrchu S 11, 12, 21, 32, S 13, 22, 23 S V DC – Úprava “V“ 14 S E E NI 31, 74 Nitridace E S 11, 12, 13, 14, 21, 32 TiN (Povlak z nitridu titanu) TN 73 E 74 E Povlakování TiCN (Povlak z titankarbonnitridu) E S 15 TC 16 S S E 13, 22, 23 Ochranná vrstva proti opotřebení VS S 15, 24, 51 E 52 S (Na vyžádání) CrN (Povlak z nitridu chrómu) CN 61, 63, 71, 72, 73 E S
b) Jaké následky mají studené svary? Roztrhané závity, zmetky, krátké životnosti, lom nástroje c) Jak lze studeným svarům zabránit? • Optimalizace pracovního postupu • Použití závitníku s povrchovou úpravou DC-V Studené svary Studené svary vznikají, když se obráběný materiál usazuje na závitníku a) Které materiály mají sklon ke studeným svarům? Oceli£ 850 N/mm², nerezavějící oceli, také GGG a GG
Povrchová úprava Povrchová úprava DC-V Tepelnou úpravou povrchu se dosáhne kontrolovaná oxidace. Díky ulpění maziva v jemných pórech oxidu vzniká nižší tření a tím také méně vyvinutého tepla, čímž se předejde tvorbě studených svarů. (Žádný přímý kontakt ocel – ocel). Nitridace Tuto povrchovou úpravu (NI) doporučujeme pro obrábění abrazivních materiálů, zejména pro šedou litinu a hliník legovaný Si > 10%. Nitridace je ekonomicky velmi výhodná ochrana proti opotřebení. Povrchová tvrdost cca 1200 HV Tvrdost jádra cca 850 HV
Mikrotvrdost ~ 3000 HV Tloušťka vrstvy 2÷4m Tvrdost jádra ~850 HV Povlakování Povlak TiN Tento povlak z tvrdého materiálu (TN) jednak zabrání tvorbě studených svarů jednak zvýší životnost. Zřetelné zvýšení životnosti se dosáhne také v uhlíkových ocelích. Výhody plynoucí z používání závitníků s povlakem TN spočívají především ve zvýšení životnosti, řezné rychlosti i ve zlepšení jakosti povrchu vyrobených závitů. Mikrotvrdost ~ 2300 HV Tloušťka vrstvy 2÷4m Tvrdost jádra ~850 HV Povlak TiCN Povlak TiCN(vrstva titankarbonnitridu) je jednou nejtvrdších vrstev typu PVD (Physical Vapour Deposition – vakuově napařené vrstvy), které jsou v současnosti k dispozici, cca 3000 HV. Závitníky s povlakem TC se použijí tehdy, jsou-li na odolnost proti opotřebení kladeny zvýšené požadavky. Závitníky s povlakem TC jsou proto určeny speciálně pro použití v šedé litině, slitinách hliníku s obsahem křemíku nad 10% a specifických vysoce tvrdých materiálech.
Podmínky použití Příklad použití Pracovní postup Rady uživatelům
Příklad použití Pracovní postup Stanovení rozměru závitu Chladicí mazací prostředek Materiál & jeho stav Druh díry & délka závitu Povrchová úprava / povlakování Geometrie břitu N/W/Z/S/H GG/TL RTS/FP/FA Tvar drážek Typ závitníku Průměr předvrtané díry Řezná rychlost
Pracovní postup 1) Hlava pro řezání závitů s kompenzací délek Výhody: Nižší axiální síla na závitník Příznivá pořizovací cena Hloubka závitu není přesná, neboť výběh není kontrolován Nevýhody: Při brzdění vřetena klesá řezná rychlost, což negativně ovlivňuje odvod třísek na konci závitu V důsledku stálých změn směru otáčení vřetena je stroj trvale zatěžován U slepých otvorů hrozí nebezpečí najetí závitníku na dno otvoru
Účinky axiálních sil při řezání závitů proříznutý závit K potlačení axiálních sil je při použití závitníků se silně šroubovými drážkami na nesynchronizovaných vřetenech nutno programovat posuv zpravidla asi o 5% menší než je stoupání závitu, aby se mohla projevit kompenzace délek závitořezné hlavy.
Pracovní postup 2) Hlava k řezání závitů s kompenzací délky a vysouvacím rozpojováním Mk . Výhody: Nižší axiální síla na závitník Je dodržena přesná hloubka závitu Konstantní řezná rychlost během celého pracovního postupu Vysoké pořizovací náklady Nevýhody: Opotřebení vysouvacího mechanizmu V důsledku stálých změn směru otáčení vřetena je stroj trvale zatěžován
1 2 5 3 4 Vysunutí Hloubka závitu Program. hloubka Vzorec: vysunutí posuv 60 3 715 60 = 0,25” + 20 % = 0,30” = 0,25” = ( ) ( ) Řezání závitů s vysunutelným vřetenem Vysunutí se dosáhne při programování doby prodlevy. Doba prodlevy Příklad: Závit: M 8 «Vysunutí vřetena = 3 mm» Řezná rychlost 15 m/min. (600 ot/min.) Posuv 95% x P = (600 × 1,25) × 0,95 = 715 mm/min.
Pracovní postup 3) Zařízení pro řezání závitů, s kompenzací délek, reverzovatelné a vysunovacím rozpojováním Mk Výhody: Nižší axiální síla na závitník Řezná rychlost je konstantní od začátku do konce průběhu řezání závitu Žádná změna směru otáčení vřetena Vysoké pořizovací náklady Nevýhody: Opotřebení reverzačního a vysunovacího mechanizmu Větší potřeba místa v důsledku konstrukční délky a indexace
10 Řezná rychlost Vc (m/min) pro závitník < Ø 20 (orientační hodnoty) Druhy materiálů Skupiny obrábění Standard + V / + NI S povlakem TN / TC / VS 11 12 13 14 15 16 21 22 23 24 10 ÷ 15 10 ÷ 15 8 ÷ 12 8 ÷ 12 3 ÷ 5 3 ÷ 5 10 ÷ 15 4 ÷ 8 4 ÷ 8 3 ÷ 5 20 ÷ 30 20 ÷ 30 16 ÷ 24 16 ÷ 24 6 ÷ 12 3 ÷ 5 20 ÷ 30 8 ÷ 16 8 ÷ 16 6 ÷ 12 Automatová ocel Stavební, cementační ocel Uhlíková ocel Ocel legovaná < 850 N/mm² Ocel legovaná >850 - <1150 N/mm² Vysoce pevná ocel Ocel nerezavějící/sířená austenitická feritická, martenzitická < 850 N/mm² feritická, martenzit. >850 - <1150 N/mm² Ocel Nerez. ocel 20 Řeznou rychlost je vždy třeba přizpůsobit obráběnému materiálu ! Řezná rychlost m/min x 1000 Otáčky 1/min = ¶ Ø
Chladicí mazací prostředek Dbejte na to, aby chladicí mazací prostředek byl vhodný pro danou úlohu a aby byl v dostatečném množství přiváděn i do zóny náběhu závitníku. Toto je zejména důležité při horizontálním obrábění! Chyba axiálního chodu a házení Dbejte na to, aby závitník i před-vrtaný otvor měly axiální směr! Odvod třísek Při upínání obrobku pamatujte na nerušený odvod třísek!
Základní pravidlo Materiály s krátkou třískou Předvrtaná díra A musí být dokonale provrtaná (průchozí) dříve, než závitník B začne řezat. Hloubka závitu C nesmí překročit 1,8 × D. Tloušťka materiálu větší než 1,8 × D Kombinovaný vrták N5952 má extra dlouhýšroubovitý vrták A. Délka řezaného závitunesmí překročit 2 × D. Kombinovaný závitník Oblasti použití pro kombinovaný závitník DC, standardní a extra dlouhý Materiály: Ocel, šedá litina (GG), litina s kuličkovým grafitem (GGG), hliník, mosaz, odpovídající DC třídám materiálu «N» a «W» Materiály s dlouhou třískou Hloubka závitu C nesmí překročit 1,2 × D. D B D C C A D C F A
Korunkový závitník Použití: Pro průchozí a slepé otvory Pro materiály o pevnosti v tahu 850 N/mm² a mezním protažení max. 30 %. Pro drahé a choulostivé obrobky Poznámka: Čelní vybrání umožňuje odvod třísek. Proto je vhodný pro závity ve slepých i průchozích otvorech! DruhMateriál 11 Automatová ocel 12 Stavební ocel 14 Ocel legovaná < 850 N/mm² Typ závitníku N.70 N.70 N.70
Závitová čelist DIN EN 22568 DIN EN 24230 DIN EN 24231 DIN 40434 Kruhová závitová čelist Závitová čelist pro automaty s otvory pro upevňovací šrouby Závitová čelist pro automaty, zvonovitý tvar Šestihranná závitová čelist DIN 382
Použití závitových čelistí Řezné podmínky m/min Chlad. mazací prostředek Obráběné materiály Typ 8 - 12 Stav. oceli obecně N... Řezný olej 10 - 14 Automat. oceli N... Řezný olej Cementač. oceli Z... + Z... LL 6 - 10 Řezný olej Zušlechtěné oceli Nerezavějící a kyselinovzdorné oceli Z... LL 5 - 8 Spec. řezný olej Z... LL 4 - 6 Spec. řezný olej 20 - 30 Řezný olej Mosaz – krátká tříska MS... Řezný olej Mosaz – dlouhá tříska 12 - 18 N... * Čistá měď Slitiny Al – dlouhá tříska N... ** 11 - 15 Řezný olejn. emulze N... ** 15 - 25 Spec. řezný olej * s přizpůsobeným úhlem čela ** nitridovaný, s přizpůsobeným úhlem čela




![čas [ s ]](https://cdn2.slideserve.com/4230947/slide1-dt.jpg)