Download
1 / 37
440 likes | 752 Views
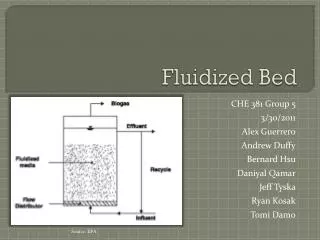
Fuels 101 for Circulating Fluidized Bed Boilers. Neil Raskin, Services Department Foster Wheeler North America Corp. Clinton, NJ. ARIPPA Technical Symposium August 2007. Flue Gas 1500-1700 o F. Feature Low Furnace Temperatures Hot Circulating Solids Long Solid Residence Time.

E N D
Fuels 101 for Circulating Fluidized Bed Boilers Neil Raskin, Services Department Foster Wheeler North America Corp. Clinton, NJ ARIPPA Technical Symposium August 2007
Flue Gas 1500-1700oF Feature Low Furnace Temperatures Hot Circulating Solids Long Solid Residence Time Benefit Low NOx In Bed SO2 Capture Fuel Flexibility Tolerant to Fuel Variations Simple Feed Systems Uniform Heat Flux Ideal for SNCR Good Fuel Burnout Good Sorbent Utilization 1500-1700oF 15-16 ft/sec Air Fuel 1/2” x 0 Limestone 1/20” x 0 Air Fuels 101 Features and Benefits of CFB Boilers
Fuels 101 Typical CFB Boiler Fuel Feed Systems Front wall feed system Front and rear wall feed systems
CFB Boiler Fuel Design Challenges 15,000 Petroleum Coke Colored or Printed Mixed Plastics 1 - Consumer PDF Mixed Plastics Colored or Printed Mixed Plastics Polyolefin Plastics 2 - Consumer PDF Wood & Plastics Bituminous Coals RF Pellets 10,000 1 Commercial PDF Industrial PDF Plywood Chip Board PVC PVC 2 Brown Coals, Lignite Fuel Higher Heating Value (btu/lb) Demolition Wood WOOD BIOMASS 5,000 3 Fiber Residue RDF Peat Bark 3 - Consumer PDF Wood & Paper MSW 2,000 Multiple Challenges Some Challenges No Challenge Standard Design FUEL RANK Fuels 101
Coal • Anthracite • Bituminous • Sub-Bituminous • Lignite • Waste Coal • Bituminous Gob • Anthracite Culm • Petroleum Coke • Delayed • Fluid • Oil • Oil Shale • Refinery Bottoms • Natural Gas • Peat • Agricultural Waste • Wood Waste • Rice Husks • Bagass Pith • Tires • Sludge (Fiber) • Refuse Derived Fuel Fuels 101 Fuels Successfully Combusted within CFB Boilers
Fuels not recommended to be combusted alone in a CFB boiler. However, these fuels can be combusted in small percentages mixed with other “safe” fuels: Fuels 101 Fuels Not Recommended for CFB Boilers • Animal Manure • Chicken Litter • Plastics • PVC • Sewage Sludge • “High Alkali” content fuels: Agro Wastes, Short • Rotation Wood, Energy Crops, and Bagasse. • Note 1: Fuels defined as “high alkali” content have sodium (Na) values >9 % within the fuel ash.
Municipal Solid Waste (MSW) is not recommended to be combusted, even when mixed with a “safe fuel, within a CFB boiler. Fuels 101 Fuels Not Recommended for CFB Boilers
Fuels 101 Start-up and Auxiliary Fuels for CFB Boilers Startup fuels should ignite easily and have stable flames. Common fuels for duct and start-up burners: natural gas, propane, and heavy or light oils. Total capacity of these burners is a maximum of ~40% of MCR. Similar fuels can be used as auxiliary fuels and are fired using bed lances, maximum load carrying capacity of ~30% of MCR load.
Fuels 101 Start-up and Auxiliary Fuels for CFB Boilers Cold bed startup using natural gas and/or liquid fuels will result in quite high VOC and CO emissions. The high VOC and Co emissions are due to the quenching of the burner flame by the cooler bed material. This can be partially mitigated, but not entirely eliminated by pre-heating the bed with a duct burner.
D1 D1 D1 PLAN AREA = 1.00 PLAN AREA = 1.05 PLAN AREA = 1.20 W1 1.05W1 1.20 W1 H1 1.04 H1 1.08 H1 Medium Volatile Bituminous High Volatile Bituminous or Sub-Bituminous Lignite Fuels 101 Fuels Affect Sizing of CFB Boilers1 Note 1: Similar capacity and steam output conditions
Fuels 101 Fuel Sizing for CFB Boilers • Fuel sizing is determined by fuel volatility, ash content, and friability. • Correct sizing insures: • Good fluidization • Maximize combustion efficiency • Bed quality maintenance • Smooth and reliable operation of the fuel feed and • bottom ash removal systems.
Fuels 101 Fuel Sizing for CFB Boilers High volatile and low ash fuels: Lignite, Sub-Bituminous, High Volatile Bituminous, Biofuels, Wood, Peat, Pet Coke are quite reactive and can be burned using larger particle sizes. Lower volatile and high ash fuels: Low Volatile Bituminous, Anthracite, Waste require additional crushing to increase the reactive surface of the coal particles. Bio and waste fuel: sizing is determined not by fuel volatility, but by the requirements for stable fuel feed system operation and to prevent after burning.
Fuels 101 Fuel Sizing for CFB Boilers
Fuels 101 Fuel Sizing for CFB Boilers
Fuels 101 Successfully Combusted Fuel Property Ranges for CFB Boilers PropertyRangeFuel Moisture max 60% Peat, Sludge, Wood, Biofuel Ash max 70% Waste Coals Sulfur max 6% Waste Bit Coal, Pet Coke Volatiles min 2% Pet Coke HHV min 2,600 Btu/lb Sludge (Fiber), Waste Coals
Fuels 101 Maximum Recommended Total Fuel Moisture FuelMax Recommended Total Moisture1 (%) Bituminous Gob 8 Anthracite, Low & Med Volatile 10 - 12 Bituminous, Pet Coke, and Anthracite Culm High Volatile Bituminous 15 Sub Bituminous 30 Lignite 45 Peat, Sludge (Fiber), Wood, and Biofuels 55 - 60 Note 1: “Total Fuel Moisture” is equal to “inherent” plus “surface” moisture. “Surface” moisture should be limited to a maximum value of 8-10% to prevent sticking/pluggage problems.
Fuels 101 Fuel Induced Agglomeration and/or Fouling Sodium (Na) and potassium (K) within ash can cause agglomeration and/or fouling of boiler surfaces. The potential is increased when these constituents are combined with other oxides ash constituents: silica (SiO2), iron (Fe2O3), and phosphorus (P2O3).
Fuels 101 Fuel Induced Agglomeration and/or Fouling Agglomeration/FoulingTotal Na1 in Total Ash2 (% by wgt) PotentialLowMediumHigh Biofuel <4.5 4.5-9.0 >9.0 Lignite & Coal <0.4 0.4-0.7 >0.7 Other <1.0 1.0-3.5 >3.5 Note 1: Total Na (% by wgt) = Na (% by wgt) + K/1.7 (% by wgt) Note 2: Total ash = fuel ash + limestone enerts + calcination and sulfation reaction products + make-up bed material + additives
Fuels 101 Fuel Induced Erosion and Corrosion • Fireside metal wastage of pressure and non-pressure parts is significantly affected by fuel and/or ash properties. • The most significant properties affecting fireside metal wastageare: • Mineral type (quartz) • Size • Hardness • Particle shape • Potential deposit formation and associated metal corrosion.
Fuels 101 Fuel Induced Erosion and Corrosion Total ash within the fuel is not the only major factor affecting erosion. The ash constituents and their relative concentration, and the size of angular mineral matter such as quartz can greatly affect erosion within a CFB boiler.
Fuels 101 Fuel Induced Erosion and Corrosion Generally it is believed that larger particles increase erosion, although the effect has not been quantified. Ash containing large amounts of iron (Fe) may increase the aggressiveness of soft, non-erosive calcium (Ca) when combined together.
Fuels 101 Fuel Induced Erosion and Corrosion Large amounts of silica (Si) within an ash can act as an aggressive component. The physical shape of the ash particles, i.e. “knife edge” or “chisel point” can make an ash very erosive.
Fuels 101 Fuel Induced Erosion and Corrosion Chlorides (Cl) within the fuel and limestone (naturally or from transportation) combined with sulfur (S) can promote corrosion of boiler metal surfaces (pressure and non-pressure parts), producing a combined “corrosion and erosion” affect. To limit the potential for corrosion within a CFB boiler, the amount of total chlorine (wt %, moisture free basis) within the fuel and limestone should be limited to <0.10%. Fuels and limestones that contain a total chlorine value >3.0% (wt %, moisture free basis) are considered to be a high corrosion potential and should be avoided.
Fuels 101 Bed Make-up System Requirements The percentage of ash and % sulfur reduction required will determine the requirements for a bed make-up system. Fuel TypeBed Make-up System Requirements Med/High Sulfur and None Med/High Ash Fuels Low Sulfur and Low Recommended Ash Fuels1 Biofuels, TDF Required Note 1: Without limestone feed and ash content <12%
Fuels 101 Fuel Metals Heavy metals, such as mercury (Hg)have low melting points and high vapor pressures andare vaporized during the combustion process within the combustor. These vapors condense within the boiler’s back-pass and/or within the baghouse or ESP. Metals tend to concentrate within the baghouse’s and/or ESP’s fine ash and normally do not leach.
Fuels 101 Biofuels • Biofuels (biomass) are broken down into the following categories: • Sawmill wastes and by-products of lumber production • Pulp and paper mill waste – principally bark • Agricultural waste • Forest residue • Biofuels generally have high volatiles (75 – 85 wt%), low ignition temperatures (~400oF), varying moisture contents (20 – 60 wt %), and normally are low in ash and sulfur content, but potentially have a high chlorine (corrosion) and alkali (fouling and slagging) content.
Fuels 101 Biofuels Biofuel combustion is considered to be “CO2 neutral”. Due to the potential for “carryover of burning embers” it is recommended to use a precipitator and not a baghouse for particulate control
Fuels 101 Petroleum Coke (Delayed/Fluid) • Petroleum Coke comes in two basic types: • Delayed Coke: Shot (buck shot) and Sponge (angular) • Fluid Coke. • Typical fuel characteristics: • Delayed CokeFluid Coke • Volatiles 8 – 15% 5% • Sulfur 3 – 8 % • Ash <2% • Moisture 1 – 5% • Vanadium 500 – 3,000 ppm • Nickel 500 – 3,000 ppm
Fuels 101 Petroleum Coke (Delayed/Fluid) Petroleum Coke that contains the metal vanadium (V) will generate low-melting compounds causing fluidization problems within the solids circulating loop and corrosive in the back pass. Inert bed material addition is recommended to resolve any ash agglomeration and deposition problems when firing 100% Petroleum Coke. The inert bed material addition should be equivalent to ~2% ash in the fuel or >10lb/MMBtu fired.
Fuels 101 Petroleum Coke (Delayed/Fluid) Petroleum Coke with vanadium levels <1000 ppm (0.10wt% in d.s.) have been successfully combusted. Petroleum Coke with vanadium level >3000 ppm (0.30 wt% in d.s.) should not be combusted within a CFB boiler. Vanadium resistant refractories should be used when combusting Pet Coke
Fuels 101 Petroleum Coke (Delayed/Fluid) Delayed Coke is similar in size to coal and can use similar material handling systems. Fluid Coke should be pneumatically fed due to its small particle size as received from the coking process.
Fuels 101 Pulp and Paper Industry Sludge • The quality and type of sludge (fiber) from the pulp and paper industry that have been fired in CFB boilers are as follows: • Chemical Pulp • Mechanical Pulp • Deinking Pulp • Paper Board • The sludge constituents will also vary: • HHV 2,150 – 8,600 Btu/lb (in d.s.) • Ash 5 – 55 % in d.s. • Carbon 20 – 50 % in d.s. • Chlorine 0.1 – 0.3 % in d.s. • Na tot 0.2 - 0.4 % in d.s. • K tot 0.2 – 0.4 % in d.s.
Fuels 101 Tire Derived Fuel (TDF) • Tire derived fuels (TDF) are composed mainly of rubber, carbon black, and oil. The most common types are: • Nylon cord • Polyester cord • Fiberglass belted (0.6 – 1.0 wt %) • Steel belted (5 -10 wt %) • Tire Derived Fuel (TDF) has been fired as a supplemental fuel, with a maximum heat input of 20% of MCR load when bead wire is present.
Fuels 101 Tire Derived Fuel (TDF) • Typical analysis; • HHV 15,000 BTU/lb • Moisture 0.7 wt% • Volatile 62.8 wt% • Ash 11.2 wt% • Fixed Carbon 25.3 wt% • Metals 8 – 10 wt% • The main mechanical operational concern is the removal of the “bead” and “belt” wires, which have a tendency to form “birdsnests” within the combustor. Fuel sizing of 1” x 1”,orsmaller, is preferred.
Fuels 101 Tire Derived Fuel (TDF) Fouling can occur due to zinc (Zn), titanium (Ti), and silica (Si) and other oxides. Zinc (Zn) may form with chlorides (Cl) within the main fuel to produce a corrosive compound, zinc chloride (ZnCl2).
Fuels 101 Fuel Type and Annual Operating Hours 100.0 % 98.5 % 98.4 % 98.2 % 97.2 % 96.6 % 96.5 % 96.4 % 95.5 % 93.6 % 90.0 % 83.7 % 83.7 % 80.0 % Annual hours 70.0 % 60.0 % 50.0 % wood (1) Recycled Industrial waste (1) coal (7) Bituminous Forestry residues (4) Oil shale (4) bio (2) Anthracite + (7) units) All CFBs (36 Peat + wood bark (3) Wood chips / Brown coal (6) fuel, MSW (1) Refuse derived
8760 1399 122 235 144 280 548 281 280 6570 117 1134 275 4380 Annual hours FORCED OUTAGE HOURS 2190 ACTUAL OPERATION HOURS 0 wood (1) Recycled Industrial waste (1) coal (7) Bituminous Forestry residues (4) bio (2) Oil shale (4) Anthracite + (7) units) All CFBs (36 Peat + wood bark (3) Wood chips / Brown coal (6) fuel, MSW (1) Refuse derived Fuels 101 Fuel Type and Forced Outage Hours