Download
1 / 86
950 likes | 1.25k Views
NATURAL GAS 1. Natural gas is worlds cleanest fossil fuel. 2. Primarily. composed of. methane,. the. lightest of the hydrocarbon compounds.. 3. Because of its high- energy value and its low emission of carbon dioxide (CO2) and nitrogen oxides (NOx) when burned, it

E N D
NATURAL GAS 1. Natural gas is worlds cleanest fossil fuel. 2. Primarily composed of methane, the lightest of the hydrocarbon compounds.. 3. Because of its high- energy value and its low emission of carbon dioxide (CO2) and nitrogen oxides (NOx) when burned, it has become the fuel of choice for new electric power plants and many new industrial facilities.
NATURAL GAS SOURCES 1.Natural gas is found in underground rock formations known as reservoirs. 2.The reservoir rock is typically a porous sand, sandstone, limestone or dolomite. 3.The gas in the reservoir may be mixed with oil, or the reservoir may contain only natural gas and natural gas liquids, commonly referred to as condensate.
NATURAL GAS--PRODUCTION 1.As production begins from a reservoir, gas, oil or condensate and water are produced simultaneously. 2.Production equipment located at the surface separates each of the fluids. 3.The oil and condensate can be stored in aboveground tanks or pumped into a pipeline. 4.The water is collected for disposal, and the gas can be compressed into a pipeline or re- injected into the reservoir to maintain reservoir pressure.
NATURAL GAS--PROPERTIES 1. Natural gas is colorless. 2. While delivering the gas as a fuel for household, Local gas utilities add mercaptan for safety purposes-since it allows small leaks at low pressures in the distribution systems to be easily detected. 3. The specific gravity of natural gas is about 0.67. 4. The heating value of natural gas is approximately 8900 kcal/ per standard cubic meter. However, it depends upon the actual composition of the gas.
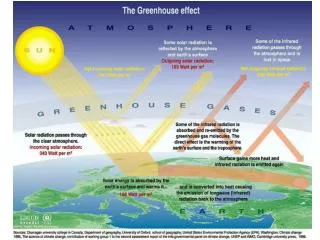
NATURAL GAS--PROPERTIES Since natural gas is primarily methane it is a high-energy, clean-burning fuel. This quality is clearly illustrated in the graph to the right comparing emissions from natural gas, fuel oil and coal.
HVJ PIPELINE UTTAR PRADESH DADRI BABRALA SHAHJAHANPUR JAGDISHPUR AURAIYA GAIL PATA HARYANA DELHI RAJASTHAN KOTA ANTA GUJARAT KADI KALOL VIJAIPUR KHERA MADHYA PRADESH BARODA VAGHODIA HAZIRA JHABUA MAHARASHTRA MUMBAI URAN THAL SOUTH BASSEIN BOMBAY HIGH HEERA
NATURAL GAS PROCESSING 1. Crude oil and natural gas are of little use in their raw state; their value lies in what is created from them: fuels, lubricating oils, waxes, asphalt, petrochemicals and pipeline quality natural gas. 2. On an energy equivalent basis, Natural gas liquids (C2+) generally have a greater economic value as a raw material for petrochemicals and motor gasoline compared to their value as a component in natural gas. 3. Natural gas from the well, while principally methane, contains quantities of other hydrocarbons - ethane, propane, butane, pentane and also carbon dioxide and water. These components are separated from the methane at a gas fractionation plant.
NATURAL GAS PROCESSING Natural gas when produced at the wellhead, may contain contaminants such as water, carbon dioxide, nitrogen and hydrogen sulfide.. Commercial natural gas is principally methane and, to a lesser extent, ethane. Natural gas processing plants extract natural gas liquids from natural gas after fractionation where the mixed hydrocarbon liquid are separated into the purity NGL products of ethane, propane, normal butane, isobutane and natural gasoline.
USE OF NATURAL GAS Industries use natural gas to provide energy for various manufacturing processes. Natural gas is also being used as a transportation fuel. Compressed natural gas or CNG: Used in car and van fleets. Three important components are obtained from natural gas: ethane, propane, and butane. Ethane: Raw material in the petrochemical industry. Ethane is processed to make ethylene that is used to manufacture polyethylene. Ethylene is used to manufacture following: • ethylene glycol or anti-freeze for radiators. Ethylene oxide. vinyl chloride, polyvinyl chloride or PVC. • Raw material to manufacture vinyl acetate for paints and adhesives. Polystyrene manufactured from ethylene is used to make resins for rubber. • Ethanol is also produced from ethylene..
USES OF NATURAL GAS 1. Propane and butane are used to manufacture the chemical building blocks: propylene and butylene. 2. Propylene oxide produced from propylene is used to sterilize medical and food products and to manufacture surfactants. Propylene glycol, is used as industrial antifreeze and as hydraulic and brake fluid. 3. Butylene is an important chemical used in manufacturing products that improve the quality of gasoline. 4. Natural gas is a raw material to make ammonia for agricultural fertilizer. 5. Carbon black, which is used to reinforce rubber and make ink and batteries, comes from natural gas. 6. Paints use lamp black formed from natural gas for tinting.
USES OF LPG DOMESTIC USE: FOR HOUSEHOLD COOKING INDUSTRIAL USE •AIR HEATING •BOILER FIRING •ASPHALT MELTING •CARBON BLACK APPLICATIONS •DESALINATION OF SEA WATER •RUBBER PRODUCTS CURING •PAPER PRODUCTS DRYING •PAINT DRYING •PORTABLE FLOOD LIGHT ILLUMINATING •INCINERATORS
USES OF PROPANE • AS A HIGH CALORIFIC VALUE FUEL IN DIFFERENT INDUSTRIES • AS AN AUTOMOTIVE FUEL • BLENDED WITH BUTANE FOR PRODUCTION OF LPG • FEEDSTOCK FOR POLYPROPYLENE & PROPYLENE GLYCOL USES OF PENTANE • Pentane is used as solvents. as an additive in automotive and aviation fuels. • Raw material for the production of chlorinated pentanes and pentanols. • It is used in artificial ice manufacture, low--temperature thermometers, solvent extraction processes, blowing agent in plastic, etc.
USES OF NAPHTHA • Naphtha is sold to large consumers in Power (NTPC etc.) & Fertilizer Sectors.
NATURAL GAS PROCESSING PLANTS IN GAIL • GAIL (INDIA) LTD has LPG recovery plant at Vijaipur, Vaghodia, Usar, Pata, Gandhar & Lakwa. • LPG is recovered from Natural Gas by expansion, chilling & fractionation after dehydration of natural gas. • LPG RECOVERY PLANT PATA is integrated with Gas Processing Unit of UPPC Pata. C2+ liquid hydrocarbon produced in GPU is sent to LPG plant for production of C2/C3, Propane, LPG, Pentane & Naphtha. • The main processes involved in LPG plants are • Feed gas drying/regeneration • Feed gas expansion by using expander • Feed gas chilling. • Separation • Fractionation for separation of products.
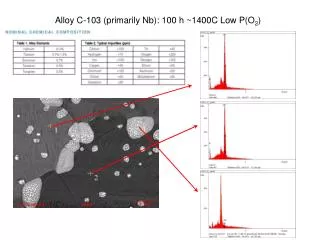
TYPICAL NATURAL GAS COMPOSTION AT GAIL PATA
BLOCK DIAGRAM OF GAIL, PATA CO2 TO ATMOSPHERE NATURAL GAS GAS SWEETENING UNIT FROM HBJ PIPELINE 12.66 MMSCMD C2/C3 RECOVERY UNIT GAS CRACKER UNIT ETHYLENE LPG ETHANE / PROPANE RECOVERY 400,800 TPA UNIT 71,085 TPA PROPANE LEAN NATURAL GAS BACK TO HBJ NAPHTHA + PENTANE 258,250 TPA LPG LLDPE +HDPE LLDPE:160,000TPA HDPE:200,000TPA LEGEND MMSCMD : MILLION STANDARD CUBIC METRES PER DAY TPA : TONNES PER ANNUM
FEED: DEMETHANISER BOTTOM LIQUID FROM GPU (12.66 MMSCMD OF NATURAL GAS PROCESSING ) PRODUCTS: LPG C2/C3 PROPANE NAPHTHA PENTANE 2,58,250 TPA 4,00,080 TPA 71,085 TPA 26,742 TPA 19,755 TPA
PROCESS FLOW DIAGRAM 12.66 GAS MMSCMD SWEETENING UNIT Rich Gas from GAIL Vijaipur (HVJ P/L) 11.35 MMSCMD SWEET GAS 9.3 MMSCMD Lean Gas back C2+ RECOVERY UNIT C2/C3 400,800 TPA GAS CRACKER UNIT to HVJ pipeline LPG UNIT LPG 258,250 TPA Propane 71,000 TPA Pentane/ Naphtha 46497 TPA TPA : Tonnes per Annum MMSCMD : Million Standard Cum. Mtrs. Per Day
GAS SWEETENING UNIT CO2 : ~ around 1000 TPD Sweet Gas Feed Gas From HVJ 12.66 MMSCMD (CO2: ~5 Mole %) (CO2 : < 50PPM) Gas Sweetening Unit
PROCESS FLOW DIAGRAM OF GAS SWEETENING UNIT Sweet gas to C2+ Recovery Unit FILTER- COASLESCER WATER WASH COLN. Natural gas CO2 ABSORBERS K.O.D VV-001 Reflux . drum Amine tank Flash Drum Lean/ Rich Exch. Amine Filtration Package Lean Amine Cooler. Cooling water
GAS SWEETENING UNIT Brief Process Description : Receiving sour feed gas from HVJ pipeline after filtration & pressure reduction. Counter-current Absorption of CO2 from feed gas by Dow Speciality amine CS plus in Absorbers at 50 Kg/cm2. Flashing of Rich Amine from 50 Kg/cm2 to 5.5 Kg/cm2 to remove the dissolved hydrocarbons Preheating of Rich Amine to 100 deg C utilizing the heat of regenerated lean amine and subsequently, desorption of CO2 in Regenerator column by heating the amine to 120-123 deg C using LP Steam in reboilers.
GAS SWEETENING UNIT Brief Process Description : Heat Exchange between lean amine & rich amine and Cooling of lean amine to 48-52 deg C using cooling water. Storage & recycling of lean amine to Absorbers. Water-washing of sweet gas (containing less than 50 ppm of CO2) to remove entrained amine. Side stream filtration of lean amine using cellulose pre-coat filter and charcoal filters.
GAS SWEETENING UNIT Problems experienced:-
GAS SWEETENING UNIT Problems experienced:-
GAS SWEETENING UNIT Problems experienced:-
GAS SWEETENING UNIT Problems experienced:-
GAS SWEETENING UNIT Measures adopted to counter the problems:-
GAS SWEETENING UNIT Measures adopted to counter the problems:-
GAS SWEETENING UNIT Measures adopted to counter the problems:-
GAS SWEETENING UNIT Measures adopted to counter the problems:-
GAS SWEETENING UNIT Measures adopted to counter the problems:-
GAS SWEETENING UNIT Measures adopted to counter the problems:-
GAS SWEETENING UNIT Additional Measures adopted to increase plant performances:- Benefits:- Saving of Rs 90 Lakhs per annum on account of saving of 32 MT of amine per year. Positive impact on environment due to reduction in amine loss
GAS SWEETENING UNIT Additional Measures adopted to increase plant performances:- Benefits:- The benefit is Rs 3 crores per annum on account of reduction in LP steam consumption
GAS SWEETENING UNIT Additional Measures adopted to increase plant performances:- Benefits:- Cellulose consumption is reduced by 800 Kg per year Positive impact on environment due to reduction in cellulose disposal from amine filtration system
C2+ RECOVERY UNIT Lean Gas : 9.4 MMSCMD Sweet Gas from GSU 11.35 MMSCMD (CO2:< 50 PPM) C2+ RECOVERY UNIT Feed Stock for LPG plant.
PROCESS FLOW DIAGRAM OF C2+ RECOVERY UNIT PROPYLENE VV 015 VV 002 A/B EE 035 DRYER EP 007 EP 001 KE 001 COMP KE 002 EE 007 A/B VV 001 LEAN GAS COMPRESSOR EP 006 COMPRESSOR SEP 3 EE 019 EP 002 CC 001 CC 002 SEP 1 EP 005 KE 001 EXP EE 015 SEP 2 A EP 003 A LEAN GAS KE-002 EP 004 EXPANDER CC 001 C2/C3 COLUMN IN LPG PRODUCT
C2+ RECOVERY UNIT Brief Process Description : Compression of sweet gas to 55 Kg/cm2 followed by temperature reduction to 18 deg C using propylene refrigeration. Drying of sweet gas to the dew point of -100 deg C & subsequent filtration of dried sweet gas. Stage-wise chilling of sweet gas through a series of plate-heat exchangers with intermediate separation of liquid HC from gas. Expansion of gas from 50 Kg/cm2 to 22 Kg/cm2 through turbo-expander resulting into temperature reduction to -90 deg C. Separation of methane from the liquid HC in Demethaniser column.
C2+ RECOVERY UNIT Brief Process Description : Expansion of Demethaniser column O/H vapor from 20 Kg/cm2 to 10 Kg/cm2 resulting into further reduction in temperature to -117 deg C. Heat exchange between sweet feed gas and lean gas in plate heat exchangers. Pre-compression of lean gas to 12 Kg/cm2 using energy of gas expansion. Further compression of lean gas to 50-55 Kg/cm2 using Gas turbine driven centrifugal compressors for putting it back into the HVJ pipeline.
C2+ RECOVERY UNIT Problems experienced:-
C2+ RECOVERY UNIT Problems experienced:-
C2+ RECOVERY UNIT Problems experienced:-
C2+ RECOVERY UNIT Measures adopted to counter the problems:-
C2+ RECOVERY UNIT Measures adopted to counter the problems:-
C2+ RECOVERY UNIT Measures adopted to counter the problems:-
C2+ RECOVERY UNIT Measures adopted to counter the problems:-
C2+ RECOVERY UNIT Measures adopted to counter the problems:-
C2+ RECOVERY UNIT Measures adopted to counter the problems:-
C2+ RECOVERY UNIT Measures adopted to counter the problems:-
C2+ RECOVERY UNIT Measures adopted to counter the problems:-