Download
1 / 18
190 likes | 284 Views
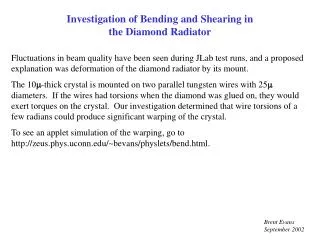
PST Prototyping September 2002. Pixel Support Tube (PST) Overview. Prototypes Barrel Tubes Forward Tubes Heater Bonding Fabrication Wrinkling- our nemisis Flat Plate Compaction 1D and 2D Wrapping Part Size Prediction Discussion and results.

E N D
Pixel Support Tube (PST) Overview • Prototypes • Barrel Tubes • Forward Tubes • Heater Bonding • Fabrication • Wrinkling- our nemisis • Flat Plate Compaction • 1D and 2D Wrapping • Part Size Prediction • Discussion and results
Barrel Tubes • 6 Ply QI Laminate • Possible 2 Hoop plies for stiffness • Insulating Glass Mat inner layer • Heater co - bonded to outer layer • YSH-80 Carbon Fiber • Made using a steel mandrel
Forward Tubes • 8 Ply Hybrid Laminate • 2 extra Hoop plies are YSH-80 for stiffness • Insulating Glass Mat inner layer • Heater Co-bonded to outer layer • YSH-80 Carbon Fiber / AQII Quartz • Made using steel mandrel • Can be ‘push’ released from mandrel
Heater Bonding • Heaters can be Co-bonded directly to PST during cure • The heaters can be applied individually or as a single hoop layer • Heaters are shingled to provide a continuous aluminum EMI shield for the barrel
Prototype Fabrication Methods Current and Future methods
fabrication • Barrel and Forward PSTs can both be made the same steel Mandrel • Greatly reduces cost of tooling • increases relative accuracy between PST sections • Layers are compacted into sheets and then rolled by hand onto the mandrel • Minimizes hand error during layup of individual ply sections • Reduces chance of wrinkling due to uneven hand compaction using only a roller or other tool • A special jig may be used to facilitate alignment • Reduces the angle error during layup onto the mandrel • Increases reproducibility of a layup
The low CTE of the Forward Hybrid Layup makes it possible to use the same steel mandrel for Both the Barrel and Forward PSTs. Common Mandrel
Jigs • A swiveling arm can serve to align the compacted ply stack onto the mandrel.
Layer 3 1/32” compaction gaps Layer 2 Layer 1 Mandrel 1D Ply Stacks – today’s method • Multiple layers of Laminate are compacted onto a single stack using vacuum pressure. • Removes trapped air • Joins layers into easy to handle stacks • Reduces layup time • Facilitates alignment • Appropriate for 18” or smaller PST
0 degree 60 degree -60 degree -60 degree (2nd layer 2D Ply Stacks – tomorrow’s method • This Stacking method provides the most continuous fiber for a larger mandrel. • Precision built into the stack during formation • Simple wrapping method reduces errors • Can be used for any length PST
Wrinkling • Wrinkling will only occur in certain conditions, and can be avoided by using certain fabrication methods • Compacting each stack of plies flat, and then on the mandrel • Rolling the ply stacks onto the mandrel under tension • Using the common procedure of waiting until the laminate has reached flow temperature to pressurize the autoclave BAD
PST Diameters Prediction and errors
Prediction of PST Diameters • TO predict PST Diameters one must know: • CTEs of all involved materials • All known, measured, calculated, or estimated • Mandrel Diameters at room temperature • Measured • Laminate properties and thicknesses • Calculated and Measured • Gel temperature of Laminate • Known range
Calculated or Known CTEs for various Laminates and Materials used in Size Predictions
Prediction of DiameterSimplified Example • Prediction • Mandrel Diameter, CTEs, and Gel temp are assumed Known. • Gel temp range is known so calculation in performed for a variety of actual gel temperatures • Mandrel O.D. at temperature is predicted • Thickness of release layer is added • PST I.D. at temperature is inferred to be the same • PST I.D. at room temperature is predicted • Measurement • PST O.D. and thickness are measured • Error Measurement • Error is calculated as the difference in predicted and measured I.D.
PST Diameter Precision • 13 Measurements were taken using this method • The results were tabulated assuming 100, 110, or 121 degree gel temperature. • Max average error: +/- 0.004 in (100 microns) All Error Data: