Download
1 / 24
240 likes | 423 Views
FANUC — OC/OD 系统组成及特点. 1.进给伺服系统的位置控制形式. (1)半闭环控制. 案例5. 数控机床的半闭环控制时,进给伺服电动机的内装编码器的反馈信号即为速度反馈信号,同时又作为丝杠的位置反馈信号。 数控机床半闭环控制的特点:控制系统的稳定性高。 位置控制的精度相对不高,不 能消除伺服电动机与丝杠的连接误差及传动间隙 对加工的影响。. (2)全闭环控制 形式.

E N D
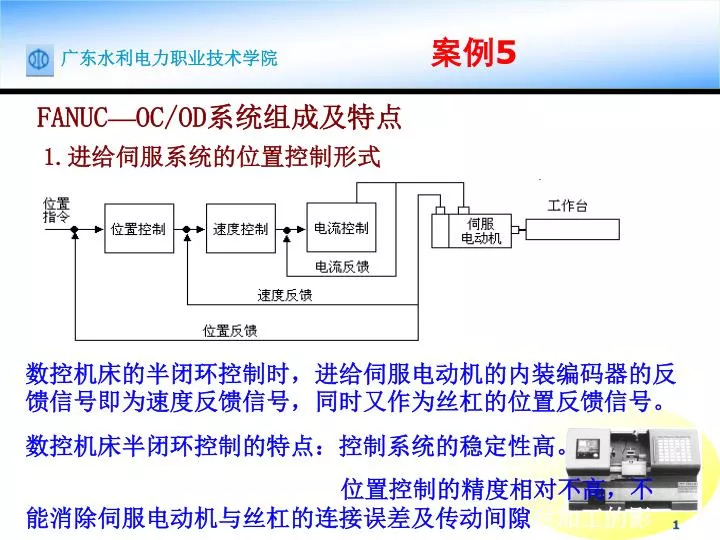
FANUC—OC/OD系统组成及特点 1.进给伺服系统的位置控制形式 (1)半闭环控制 案例5 数控机床的半闭环控制时,进给伺服电动机的内装编码器的反馈信号即为速度反馈信号,同时又作为丝杠的位置反馈信号。 数控机床半闭环控制的特点:控制系统的稳定性高。 位置控制的精度相对不高,不 能消除伺服电动机与丝杠的连接误差及传动间隙对加工的影响。
(2)全闭环控制形式 如果数控机床采用分离型位置检测装置作为位置反馈信号,则进给伺服控制形式为全闭环控制形式。在全闭环控制形式中,进给伺服系统的速度反馈信号来自伺服电动机的内装编码器信号,而位置反馈信号是来自分离型位置检测装置的信号。 全闭环控制特点:位置控制精度相对高,此时精度由位置检测装置精度决定(目前光栅尺的精度有1μm、0.5μm、0.1μm)。 全闭控制相对稳定性不高,易出现系统振荡现象,伺服调整比较困难。但伺服软件技术的发展,新的数控系统克服上面的不足。
2.FANUC 系统伺服放大器的分类 α系列伺服模块 β系列伺服单元 βi系列伺服单元 α系列伺服单元 αi系列伺服模块
伺服单元端子功能及连接 1.α系列伺服单元的端子功能 L1 、L2、L3:三相输入动力电源端子,交流200V。 L1C、L2C:单相输入控制电路电源端子,交流200V(出厂时与L1、L2短接)。 TH1、TH2:为过热报警输入端子(出厂时,TH1-TH2已短接),可用于伺服变压器及制动电阻的过热信号的输入。 RC、RI、RE:外接还是内装制动电阻选择端子。 RL2、RL3:MCC动作确认输出端子(MCC的常闭点)。 100A、100B:C型放大器内部交流继电器的线圈外部输入电源(α型放大器已为内部直流24V电源)。 UL、VL、WL:第一轴伺服电动机动力线。 UM、VM、WM:第二轴伺服电动机动力线。
FANUC 系统βi系列伺服单元端子功能 L1、L2、L3:主电源输入端接口,三相交流电源200V、50/60Hz。 U、V、W:伺服电动机的动力线接口。 DCC、DCP:外接DC制动电阻接口。 CX29:主电源MCC控制信号接口。 CX30:急停信号(*ESP)接口。 CXA20:DC制动电阻过热信号接口。 CX19A:DC24V控制电路电源输入接口。连接外部24V稳压电源。 CX19B:DC24V控制电路电源输出接口。连接下一个伺服单元的CX19A。 C0P10A:伺服高速串行总线(HSSB)接口。与下一个伺服单元的C0P10B连接(光缆)。 C0P10B:伺服高速串行总线(HSSB)接口。与CNC系统的C0P10A连接(光缆)。 JX5:伺服检测板信号接口。 JF1:伺服电动机内装编码器信号接口。 CX5X:伺服电动机编码器为绝对编码器的电池接口。
伺服模块(SVM)驱动装置及维修技术 α系列伺服模块 αi系列伺服模块
3.α系列伺服模块的报警代码及故障原因分析 (1)内部风扇停止报警代码“1” (2)控制电路电压低报警代码“2” (3)主电路DC300V电压低报警代码“5” (4)伺服模块过热报警代码“6” (5)伺服模块的冷却风扇停止报警代码“F” (6)伺服模块之间通信错误报警代码“P” (7)伺服模块主电路(DC300V)过电流报警代码“8” (8)伺服模块的IPM过热/过电流报警代码“8.”、“9.”、“A.”
伺服参数的设定及初始化操作 FANUC-OCOD系统操作: FANUC-OiA/OiB/OiC系统操作:
(1)初始化设定位: #0(PLC01):设定为“0”时,检测单位为1μm,FANUC—OC/OD系统使用参数8n23(速度脉冲数)、8n24(位置脉冲数),FANUC—16/18/21/OiA系统和FANUC—16i/18i/21i/OiB/OiC系统使用参数2023(速度脉冲数)、2024(位置脉冲数)。设定为“1”时,检测单位为0.1μm,把上面系统参数的数值乘10倍。 #1(DGPRM):设定为“0”时,系统进行数字伺服参数初始化设定,当伺服参数初始化后,该位自动变成“1”。 #3(PRMCAL):进行伺服初始化设定时,该位自动变成“1”(FANUC—OC/OD系统无此功能)。根据编码器的脉冲数自动计算下列参数:PRM2043、PRM2044、PRM2047、PRM2053、PRM2054、PRM2056、PRM2057、PRM2059、PRM2074、PRM2076。
(3)AMR:设定电枢倍增比 α系列和αi系列伺服电动机设定为“00000000” 与电机内装编码器类型无关。 (4)CMR:设定伺服系统的指令倍率 设定值=(指令单位/检测单位)×2 如数控车床的X轴通常采用直径编程:为1 数控铣床和加工中心:为2
(5)设定柔性进给传动比(N/M) 半闭环控制伺服系统: N/M = (伺服电动机一转所需的位置反馈脉冲数/100万)的约分数 例1:某数控车床的X轴伺服电动机与进给丝杠直连,丝杠的螺距为6mm,伺服电动机为αc6/2000. N/M = 6000/1000000 = 3/500 例2: 某数控铣床X、Y轴伺服电动机与进给丝杠采用1:2齿轮比连接,进给丝杠的螺距为10mm,伺服电动机为αc12/2000. N/M = 10000×0.5/1000000 = 1/200
(6)电动机的移动方向(DIRECTION SE) 111为正方向(从脉冲编码器端看为顺时针方向旋转)。 -111为负方向(从脉冲编码器端看为逆时针方向旋转)。 (7)速度脉冲数(VELOCITY PULSE NO) 串行编码器设定为8192 (8)位置脉冲数(POSITION PULSE NO) 半闭环控制系统中,设定为12500。 全闭环系统中,按电动机一转来自分离型检测装置的位置脉冲数设定。 (9)参考计数器的设定(REF COUNTER) 按电机—转所需的位置脉冲数(半闭环)或按该数能被整数整除的数来设定(全闭环)
数控机床进给伺服系统报警及维修技术 伺服过热报警(#400)和伺服不能就绪报警(#401) 1.伺服过热报警“400”报警号 系统检测原理 :
故障的诊断方法 : 通过伺服电动机调整画面的ALM1和ALM2进行判定
故障原因分析 电动机过热: 1)机械传动故障引起的电动机过载。 2)切削条件引起的电动机过载。 3)电动机本身不良(电动机定子绕组的热敏电阻不良)。 4)系统伺服参数整定不良,进行伺服参数初始化。 伺服放大器过热: 1)伺服放大器的风扇故障。 2)如果为伺服单元(SVU)还可能是TH1—TH2的接口或外接的热保护元件故障。 3)伺服放大器本身故障:硬件故障(智能逆变模块不良);伺服软件不良。
2. 伺服不能就绪报警“401”报警号 系统检测原理 :
故障产生的原因: 伺服驱动装置故障: 连接电缆故障;伺服装置的继电器MCC控制回路或线圈本身故障;内部控制回路或检测电路故障。 系统轴控制卡(轴板)故障或系统伺服模块故障: 此时需要更换系统轴板或对该板进行检修。 故障的诊断方法 采用信号短接的方法来判别故障的部位 ,把伺服模块JV1B(JV2B)的8-10短接后系统上电 ,如果伺服放大器为“0”则故障在轴板或系统主板;如果伺服放大器为“-”则故障在伺服放大器本身。
