Download
1 / 27
760 likes | 2.35k Views
Laser Cutting. University of Texas at Austin ME392Q – Manufacturing Processes: Unit Process By Riko Tantra Date: April 22, 2003. Presentation Overview. Laser & Laser Cutting Fundamentals Material Removal Types Equipment Different Type of Lasers for Laser Cutting

E N D
Laser Cutting University of Texas at Austin ME392Q – Manufacturing Processes: Unit Process By Riko Tantra Date: April 22, 2003
Presentation Overview • Laser & Laser Cutting Fundamentals • Material Removal Types • Equipment • Different Type of Lasers for Laser Cutting • Laser Parameters for different materials • Cutting Speed & Depth of Cut • Comparison of Laser cutting to other method • Costs • Advantages & Disadvantage of Laser Cutting • References
Laser Fundamentals Acronym of Light Amplification Stimulated Emission of Radiation Basic: • Atoms initially at the Ground State • The atoms go to Excited State when a high energy is applied (called ‘pumping’) • When atoms moves back to the ground state, photons (particle of light) are released Laser Beam Characteristics: • Monochromaticity • Coherence • Very Limited Diffraction • Extremely high Radiance
Laser Beam Formation Example (Ruby Laser) 1. Laser in OFF state 4. Photons runs parallel to the rod direction & reflect back and forth and stimulate emission on more atoms 2. Flash Tube excite atoms in the Ruby Rod 5. Laser light passes through partially-reflective mirror 3. Some Atoms emit Photons
Laser Machining Laser Cutting
Material Removal Types of Laser Cutting • Vaporization: low vaporization temperature materials • Fusion: Material is melted & ejected (by an inert gas jet) • Reactive Fusion: dross is no longer a metal, but an oxide • Thermal stress cracking or controlled fracturing: for brittle materials • Scribing: Mechanical snapping along scribed line • Ablation (Excimer laser): breaking organic material bonds • Burning in reactive gas
Equipment • Laser-beam generator • Beam delivery: Circular polarizers, mirrors, beam splitters, focusing lenses and fiber optic couplings • Workpiece positioning • Auxiliary devices: Laser head, safety equipment, etc. In addition, assist gases also required
Smart Laser Cutting System Picture from [2]
Different Type of Laser for Laser Cutting • CO2 laser (most commonly used for laser cutting): a. Have the highest Continuous Wave (CW) power b. Capable to extract as much as 10kW/m of discharge tube (with traverse flow laser) c. Have a high energy efficiency (up to 10%) d. Capable of both CW and Pulsed operation (5kHz) CO2 Laser Schematic [8]
Nd:YAG: a. has the highest peak power for pulsed operation b. May be operated in either CW or pulsed (200Hz) temporal modes • Nd: Glass: more economical but has lower thermal conductivity. Used for low pulse repetition rates (1Hz; due to its poor thermal properties) & high pulse energies. Ideal for drilling. • Nd: Ruby: low energy efficiency & power, Limited to pulsed laser operation
5. Excimer: a. High power (Average power over 100W) pulsed beams (1kHz) b. Laser length limited to 2-3 m due to the absorption coefficient Material narrower materials that can be processed vs. that of CO2 laser c. Used to machine solid polymer pieces, remove polymer films, micromachine ceramics, medical applications d. Ablation material removal process e. Higher precision & less heat affected zone vs. CO2 & Nd:YAG lasers f. Produces large area beams use mask to produce series of holes. 5000 holes in a polymide sheet in 3 sec vs 50 sec using CO2 or Nd:YAG lasers.
Laser Beam Temporal Modes Continuous Wave (CW) commonly results in the highest cutting speed & better surface finish. Roughness is determined by thickness, alloy content, etc. [52] Pulsed beam results in the fewest thermal effects & least distortion of workpiece. With drilling overlapping holes (see right), it’s possible to cut with smoother surface.
Cutting Considerations for Different Materials • Ferrous Metals: • High efficiency due to easy-to-remove oxide creation • One approximate rule:1.5kW laser power will cut a. 1mm thick mild steel at approx 10m/min b. 10mm thick mild steel at approx 1m/min • Non-Ferrous Metals: • Mostly less efficient than cutting steel, due to the higher reflectivity, thermal conductivity & less efficient oxidation reaction • Similar edge qualities to SS
Non-Metal: Most non-metallic materials are highly absorptive at CO2 laser wavelength. Cutting process: • i. Melt Shearing (mostly for thermoplastic): cut • very quickly & high quality edges • ii. Vaporization: usually only for acrylic • iii. Chemical degradation: slow cutting, high temperature, but flat & smooth result
Cutting Speed on Mild Steel Cutting Speed on Stainless Steel
Cutting Speed on Aluminum Cutting Speed on Acrylic Max Cutting Speed for Polymer: V=PQt-B P = Laser Power (W) t = material thickness (mm) Q = an experimentally derived constant for the polymer B = an experimentally derived constant for the material
Laser Cutting Analysis Cutting depth, s s = 2.a.P/(1/2..v.d.(cp.(Ts-To)+L)) a = absorbtivity of the material P = Beam power = density v = scanning velocity d = spot diameter (=2.R) cp = specific heat Ts = surface temperature To = ambient temperature L = latent heat of fusion
Characteristics of cuts by Laser Cutting • Kerf Width: CO2 laser range from 0.1-1mm • Roughness: 0.8mm material 1 m 10 mm material 10 m • Dross: undesirable; removed by extremely high assist gas or by applying antisplatter coatings (i.e. graphite) • Dimensional Accuracy: main problem is thermal effect (distortion)
Cutting Cost example CAPITAL COST: • Laser Generation: $ several hundred thousand • Cooling system, power supply, multi-axis robot: exceed cost of laser OPERATING COST: • CO2 lasers cost $70-$100/watt (Nd:YAG costs 10-20%more) • Safety devices • Skilled operator Example CO2 system operating at 1500W • Electricity at 7cent/kW-hr $2.10/hr • Internal laser optics $2.06/hr (lifetimes per manufacturer) • Focusing lens (500hr lifetime) $1.10/hr • Laser gas $1.03/hr • Assist gas $3.60/hr (based on 10ga. Carbon steel w/ O2 assist) TOTAL: $9.89/hr
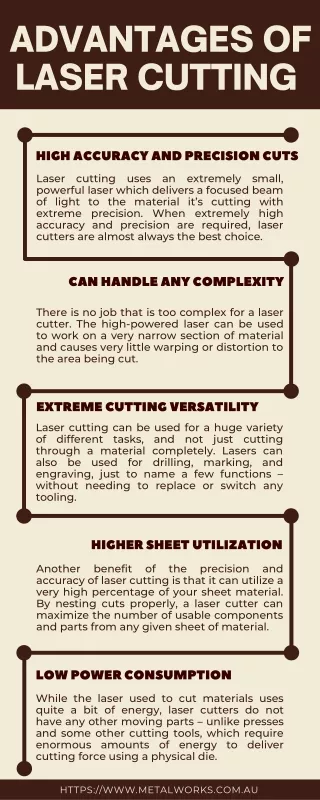
Advantages of Laser Cutting • Laser machining is a thermal process: depends on thermal and optical rather than the mechanical properties • Laser machining is a non-contact process: No cutting forces generated • Laser machining is a flexible process • Laser machining produces a higher precision and smaller kerf widths results (as small as 0.005mm dia hole) (cont’d…)
Advantages of Laser Cutting (Cont’d) • For most industrial materials up to 10mm thick, laser cutting has a significantly higher MRR • Laser Cutting has ability to cut from curved workpieces • For cutting fibrous material (wood, paper, etc.) laser cutting eliminates residue and debris
Disadvantage of Laser Cutting • Low energy efficiency • Material damage: Heat affected zone (HAZ) • Laser cutting effectiveness reduces as the workpiece thickness increases • Laser cutting produces a tapered kerf shape (due to divergence)
References • Chryssolouris, G., Laser Machining Theory and Practice, Springer-Verlag, New York City,NY 1991 • Steen, W M., Laser Material Processing 2nd ed., Springer-Verlag, London 1998 • Migliore, L., Laser Materials Processing, Marcel Dekker, Inc, New York City, NY 1996 • How Laser Works. Maschler, M. Howstuffworks homepage April 18. 2003. <http://science.howstuffworks.com/laser.htm> • Wang F.F.Y, Laser Materials Processing, North-Holland, New York City, NY 1983 • Benedict, G.F., Nontraditional Manufacturing Processes, Marcel Dekker, New York City, NY 1987 • Kalpakjian, S., Manufacturing Processes for Engineering Materials, Addison Wesley Longman, Menlo Park, CA 1997 • Fast Axial Flow Lasers – Theory of Operation. April 18. 2003. PRC Laser Homepage March 14, 2000 <http://www.prclaser.com/laser101.htm> • Advance Laser Cutting Technology. April 18. 2003. Beam Dynamics Homepage <http://www.beamdynamics.com/Products/faqs2.html>