Download
1 / 1
10 likes | 124 Views
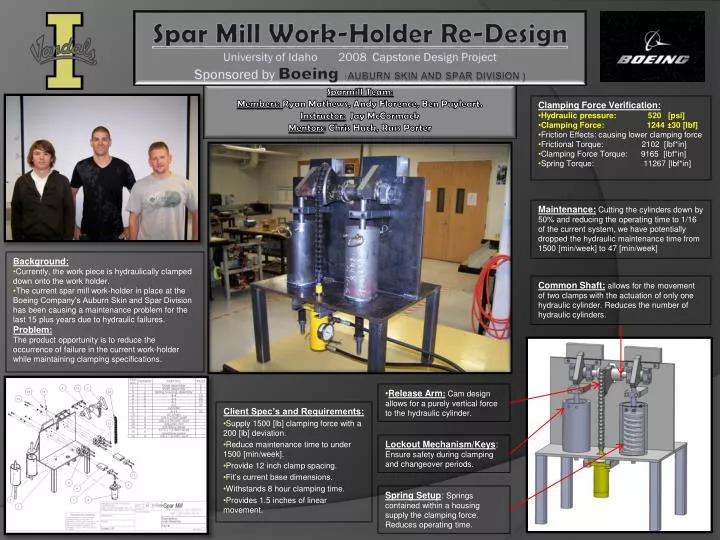
Sparmill Team : Members: Ryan Mathews, Andy Florence, Ben Puyleart . Instructor: Jay McCormack Mentors : Chris Huck, Russ Porter. Clamping Force Verification: Hydraulic pressure: 520 [psi] Clamping Force: 1244 ±30 [ lbf ]

E N D
Sparmill Team: Members: Ryan Mathews, Andy Florence, Ben Puyleart. Instructor: Jay McCormack Mentors: Chris Huck, Russ Porter • Clamping Force Verification: • Hydraulic pressure: 520 [psi] • Clamping Force: 1244 ±30 [lbf] • Friction Effects: causing lower clamping force • Frictional Torque: 2102 [lbf*in] • Clamping Force Torque: 9165 [lbf*in] • Spring Torque: 11267 [lbf*in] Maintenance:Cutting the cylinders down by 50% and reducing the operating time to 1/16 of the current system, we have potentially dropped the hydraulic maintenance time from 1500 [min/week] to 47 [min/week] • Background: • Currently, the work piece is hydraulically clamped down onto the work holder. • The current spar mill work-holder in place at the Boeing Company’s Auburn Skin and Spar Division has been causing a maintenance problem for the last 15 plus years due to hydraulic failures. • Problem: • The product opportunity is to reduce the occurrence of failure in the current work-holder while maintaining clamping specifications. Spar Mill Work-Holder Re-DesignUniversity of Idaho 2008 Capstone Design ProjectSponsored by Boeing (Auburn Skin and Spar Division ) Common Shaft:allows for the movement of two clamps with the actuation of only one hydraulic cylinder. Reduces the number of hydraulic cylinders. • Release Arm:Cam design allows for a purely vertical force to the hydraulic cylinder. Client Spec’s and Requirements: • Supply 1500 [lb] clamping force with a 200 [lb] deviation. • Reduce maintenance time to under 1500 [min/week]. • Provide 12 inch clamp spacing. • Fit’s current base dimensions. • Withstands 8 hour clamping time. • Provides 1.5 inches of linear movement. Lockout Mechanism/Keys: Ensure safety during clamping and changeover periods. Spring Setup: Springs contained within a housing supply the clamping force. Reduces operating time.