Download
1 / 23
230 likes | 244 Views
Non Destructive Examination . (NDE). Non Destructive Examination (NDE). Non Destructive Examination is the act of evaluating a welded component (or material to be welded) without affecting the serviceability of the part or material. NDE. All Welds have flaws.

E N D
Non Destructive Examination (NDE) • Non Destructive Examination is the act of evaluating a welded component (or material to be welded) without affecting the serviceability of the part or material.
NDE • All Welds have flaws. • Another name for a flaw is a discontinuity • Discontinuities are interruptions in the normal crystalline structure (or grain) of the metal. • Discontinuities are NOT always defects
NDE • The purpose of welding inspections is to locate and determine the size of any discontinuities • Discontinuities that are to large or repeat too often within the weld become defects • Defects will compromise the welds overall strength
What are some common defects? • Porosity • Undercutting • Rollover or “Cold Lap” • Slag inclusion • Poor penetration • Voids • Hydrogen Embrittlement
How would you find these faults ? Non Destructive Examination NDE
Common methods used in NDE • Visual Inspection (VT) • Magnetic Particle Inspection (MT) • Liquid (Dye) Penetrant Inspection (PT) • X-Ray inspection (RT) • Ultrasonic testing (UT) • Air or water pressure testing (LT)
Visual Inspection (VT) • Visual is the most common inspection method • VT reveals spatter, excessive buildup, incomplete slag removal, cracks, heat distortion, undercutting, & poor penetration • Typical tools for VT consist of Fillet gauges Magnifying glasses, Flashlights, & Tape measures or calipers.
Fillet gauges measure The “Legs”of the weld Convexity (weld rounded outward) Concavity (weld rounded inward) Flatness Visual Inspection (VT)
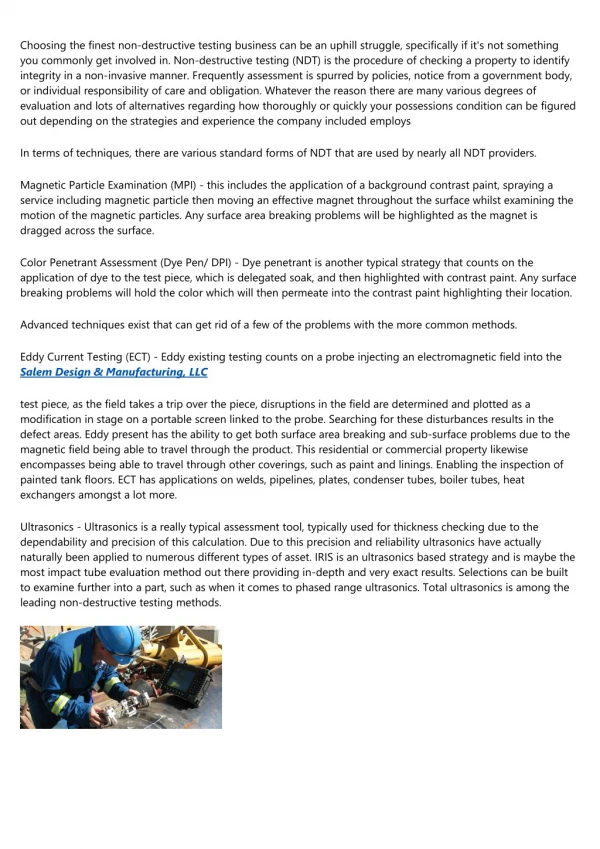
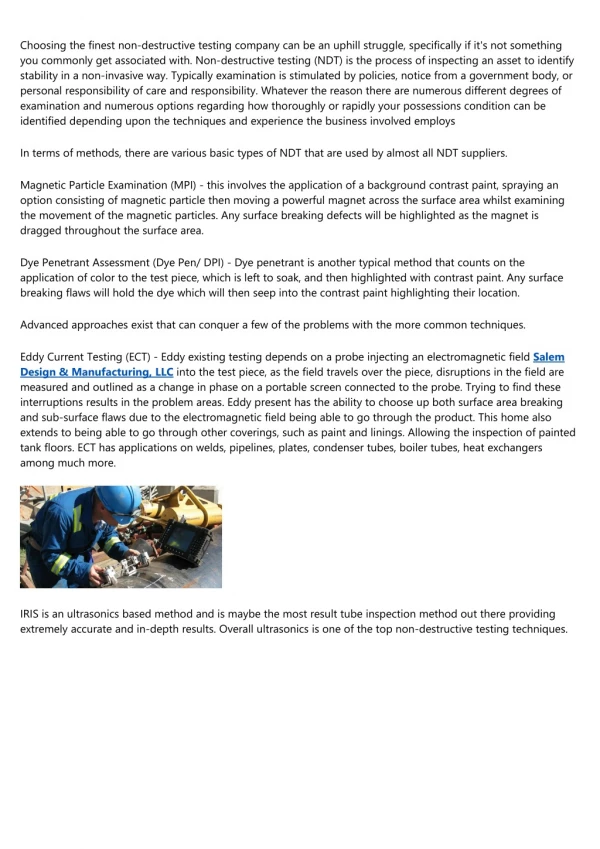
Magnetic Particle Inspection (MT) • Magnetic Particle Inspection (commonly referred to as Magnaflux testing) is only effective at checking for flaws located at or near the surface. • MT uses a metallic power or liquid along with strong magnetic field probes to locate flaws. (Particles will align along voids) • MT can only be used on materials that can be magnetized
Liquid (Dye) Penetrant Inspection (PT) • Liquid penetrant inspection uses colored or fluorescent dye to check for surface flaws. • PT will not show sub-surface flaws. • PT can be used on both metallic and non metallic surfaces such as ceramic, glass, plastic, and metal. • PT dose not require the part to be Magnetized.
X-Ray inspection (RT) • Welds may be checked for internal discontinuities my means of X- Rays • An X-Ray is a wave of energy that will pass through most materials and develop the negative image of what it passes through on film. • A Radiograph ( X-Ray picture) is a permanent record of a weld used for quality inspection purposes • RT inspections can reveal flaws deep within a component
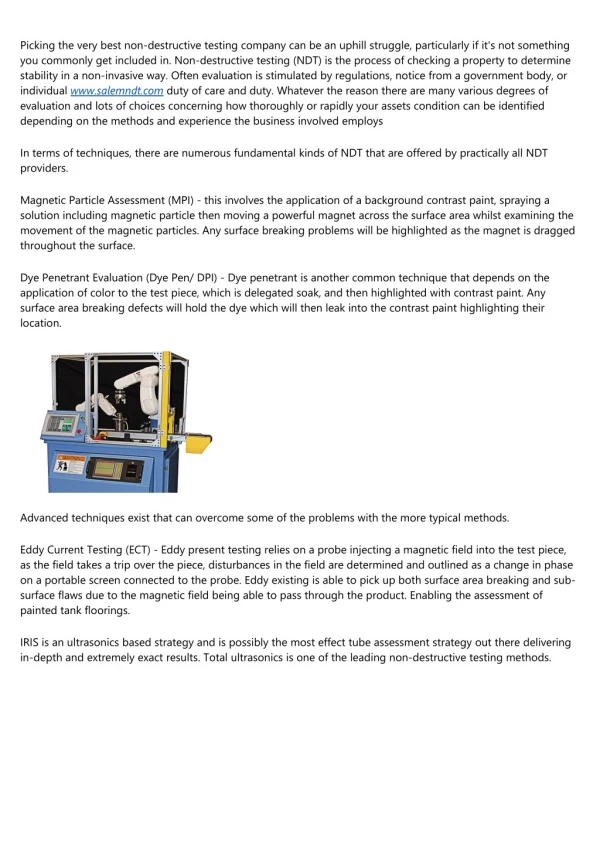
Ultrasonic testing (UT) • Ultrasonic testing (UT) is a method of determining the size and location of discontinuities within a component using high frequency sound waves. • Sound waves are sent through a transducer intothe material and the shift in time require for their return or echo is plotted. • Ultrasonic waves will not travel through air therefore flaws will alter the echo pattern.
Air or water pressure testing (LT) • Pressure testing or leak testing can be performed with either gasses or liquids. • Voids that allow gasses or liquids to escape from the component can be classified as gross (large) or fine leaks. • Extremely small gas leaks measured in PPM (parts per million) require a “Mass Spectrometer” to Sniff for tracer gases
Quiz time • True or False ? • Dye penetrate inspections can only be used on non magnetic material. • Answer: False
Quiz time • True or False ? • X-Rays can only be used to locate flaws at or near the surface of a weld. • Answer: False
Quiz time • True or False ? • Virtually all welds have flaws. • Answer: True
Quiz time • True or False ? • Magnetic particle testing can only detect flaws at or near the surface. • Answer: True
Quiz time • True or False ? • Magnet particle testing can only be done on materials that can be magnetized. • Answer: True
Quiz time • The letters NDE Mean ___________ ? A: nondestructive inspection B: nondestructive evaluation C: nondisruptive evaluation D: nondestructive examination
Quiz time • The method most often used to check for leaks as small as one part per million (PPM) from a gas line or cylinder is the _________ Method ? A: hydrostatic B: mass spectrometer C: soap suds bubble D: scleroscope