Download
1 / 21
300 likes | 913 Views
NON-DESTRUCTIVE TESTING. by GROUP-E MEMBERS 1 JUDE RINALDO 2 JUDE PRADEEP 3 AARYL D’SA 4 SWAROOP SUNDER. Describe the five types of non-destructive test used in ship construction. NON-DESTRUCTIVE TESTING.

E N D
NON-DESTRUCTIVE TESTING by GROUP-E MEMBERS 1 JUDE RINALDO 2 JUDE PRADEEP 3 AARYL D’SA 4 SWAROOP SUNDER
Describe the five types of non-destructive test used in ship construction
NON-DESTRUCTIVE TESTING • In this process the material is tested for any flaws without applying any kind of stress • The test piece is not destroyed or deformed • Non-destructive tests are desirable for materials that are costly or difficult to fabricate or that have been formed into finished or semi finished products. • At the end of these tests there are no damage to the components • Non-destructive testing is required to enable the soundness of ship welds to be assessed
NON-DESTRUCTIVE TESTING There are five of non destructive tests: • Visual examination • Dye penetrant test • Magnetic particle inspection • Radiographic inspection • Ultra sonic inspection
VISUAL EXAMINATION • Any surface defects are noticed by the experienced and responsible personnel Some of the defects are: • Incorrect bead shape • High spatters • Under cutting • Bad stop and start points • Incorrect alignment • Surface cracks
VISUAL EXAMINATION • Visual inspection can be simply visual i.e. with the naked eye or at magnifications up to 40 times. • This test can be done in conjunction with NDT or as stand alone. • When this test is done as stand alone then it is used for identifying macro manufacturing defects.
VISUAL EXAMINATION • When used in conjunction with NDT it is essentially applied at every stage involving human eye e.g. reading measuring instrument screens. • This forms the simplest form of investigation used as there are no sophisticated and costly instruments used.
VISUAL EXAMINATION Advantages • It is a routine procedure • The cost of visual inspection is low • It can be very effective where examination is made before,during, and after welding
DYE PENETRANT TEST Process • Liquid ( containing either dye or ultra violet-sensitive substances) is sprayed onto specimen • The liquid is drawn into the crack by capillary action, then by highlighting its presence after application of a developing agent • It will show up a surface flaw • To aid the detection of a surface crack, the dye is often luminous and is revealed under an ultra violet light
DYE PENETRANT TEST The dye penetrant test consists of the following steps: • The surface of the metal to be inspected is cleaned first and a low viscosity penetrant is sprayed on. • After a set time the surface is cleaned again. • Then a developer is coated on the surface the dye seeps out if there is any crack and stains the developer red
DYE PENETRANT TEST Advantages • A simple way to detect surface opening cracks and porosities in non porous and clean specimen • Low-cost • It can detect small defect on smooth and clean surfaces Disadvantages • Cannot be used for rough and dirty surfaces
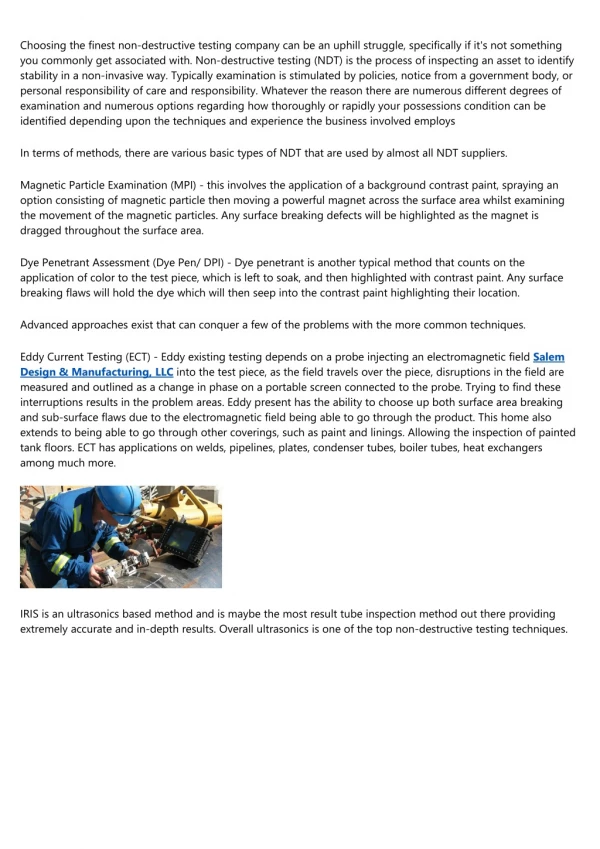
MAGNETIC PARTICLE INSPECTION Process • It is carried out by locally magnetizing the specimen by a yoke or a coil • Then by spreading a fluid of magnetic particles e.g. iron fillings suspended in paraffin on its surface • Any discontinuity such as a surface crack will show up as the particles will concentrate at the point where there is an alteration in the magnetic field
MAGNETIC PARTICLE INSPECTION • A component is place between two poles of a magnet The lines of magnetism concentrate around flaws. • Magnetic particles are then applied, in a light oil or dry sprayed, onto the surface where they indicate the lines of magnetism and any anomalies
MAGNETIC PARTICLE INSPECTION Advantages • Portable • Fast and rapid • Low cost • Defects like cracks, slag inclusions and gas porosities can be detected Disadvantages • Can be used only in Ferro-magnetic material only
RADIOGRAPHIC INSPECTION Process • A material is subjected to radiation from one side, and record the radiation emitted from the opposite side • Either x ray or gamma ray devices may be used to provide the source of radiation • Ant obstacle in the path of the radiation will affect the radiation density emitted and may be recorded • As radiation will expose photo graphic plates, they are used to record the emitted rays • The photographic plates records changes in radiation density emitted • Thus any defects in welding can be found out by this method
RADIOGRAPHIC INSPECTION Equipment used
RADIOGRAPHIC INSPECTION Advantages • It can give a permanent record of the test for future evidence • It is a quick process • Accurate results Disadvantages • Cannot use for thick sections • Cannot use in places of difficult access • The process fails without electricity • To interpret the weld radiograph a large amount of experience is required gamma rays is an alternative to x raysbecause of this disadvantages
ULTRASONIC INSPECTION Process • The principle of ultrasonic inspection depends on the fact that pulses of ultrasonic energy are reflected from any surface which they encounter • Virtually total reflection occurs at an air-metal interface, and therefore to get the ultrasonic wave into the metal a liquid (usually grease) is placed between the source and metal • Pulsed beams of ultrasonic waves pass through the object
ULTRASONIC INSPECTION • Waves traveling through a plate may be reflected from the surface of the metal and also from the surfaces of any flaws in the metal • A receiver detects the reflected waves signal, which is displayed after signal amplification and analysis by the instrument • The pattern of reflection is revealed on either Cathode ray tube or liquid crystal display • From that we will be able to recognize type and location of flaws
ULTRASONIC INSPECTION Advantages • Low cost • Equipments used are easy to handle • No health hazards • The technique is used for locating fine cracks, which are missed by radiography • They can also be used for assessing the thickness of structural members